
Casa / Notizia / Notizie del settore / Progetti di fusione di alluminio: processi, leghe e guida alla progettazione
Guida alla fusione dell'alluminio
Cosa sono Fusione di alluminio Progetti e perché dominano la produzione moderna
I progetti di fusione dell'alluminio spaziano dai piccoli lotti per hobbisti alle produzioni industriali di grandi volumi per i settori aerospaziale e automobilistico. La risposta è breve: la fusione dell’alluminio è uno dei metodi di lavorazione dei metalli più versatili, economici e scalabili disponibili oggi, e la gamma di progetti realizzabili – dalle sculture ornamentali da giardino ai blocchi motore strutturali – è davvero enorme. Se stai valutando se un approccio di fusione dell'alluminio è adatto alla tua applicazione, la risposta è quasi sempre sì, a condizione che tu scelga il processo di fusione giusto per la tua geometria, i requisiti di tolleranza e il volume di produzione.
La densità dell'alluminio è all'incirca 2,7 g/cm³ , meno di un terzo di quella dell'acciaio, eppure le moderne leghe di alluminio raggiungono resistenze a trazione superiori a 500 MPa. Questo rapporto resistenza/peso è ciò che ha spinto la fusione di alluminio in così tanti settori esigenti. Il mercato globale della fusione di alluminio è stato valutato a circa 67,5 miliardi di dollari nel 2023 e si prevede che supererà i 95 miliardi di dollari entro il 2030, secondo i dati pubblicati da Grand View Research, un tasso di crescita annuale composto guidato in gran parte dall’adozione di veicoli elettrici (EV) e dagli obblighi di alleggerimento nei settori dei trasporti.
Questo articolo copre l'intero panorama: i principali processi di fusione, le migliori leghe di alluminio per tipi di progetti specifici, regole di progettazione che prevengono i difetti, esempi di progetti reali con dati di produzione, tecniche di finitura e uno sguardo onesto ai costi e ai tempi di consegna previsti. Che tu sia un produttore che sta pianificando una prima colata in sabbia o un ingegnere di prodotto che sta valutando le attrezzature per la pressofusione, le informazioni seguenti sono organizzate per essere immediatamente utili.
I cinque principali processi di fusione dell'alluminio: confrontati fianco a fianco
La scelta del processo giusto è la decisione più importante in qualsiasi progetto di fusione dell'alluminio. Ciascun metodo offre un diverso equilibrio tra costo degli utensili, finitura superficiale, tolleranza dimensionale, spessore minimo della parete e quantità economica dell'ordine. La tabella seguente riassume i compromessi pratici.
| Processo | Costo degli utensili | Finitura superficiale (Ra) | Tolleranza (tipica) | Miglior intervallo di volume | minimo Spessore della parete |
|---|---|---|---|---|---|
| Colata in sabbia | Basso ($ 500–$ 5.000) | 12–25 µm | ±0,5–1,5 mm | 1–5.000 pezzi | 3–5 mm |
| Stampo permanente (matrice a gravità) | Medio ($ 5.000–$ 30.000) | 3–6 µm | ±0,25–0,5 mm | 1.000–50.000 pezzi | 2–3 mm |
| Pressofusione ad alta pressione (HPDC) | Alto ($ 20.000–$ 200.000) | 1–2 µm | ±0,05–0,15 mm | 10.000–1.000.000 pezzi | 0,8–1,5 mm |
| Microfusione (cera persa) | Medio-alto ($ 3.000–$ 50.000) | 1,5–3 µm | ±0,1–0,25 mm | 100–20.000 pezzi | 1–2 mm |
| Colata in schiuma persa | Basso-Medio ($ 1.000–$ 15.000) | 5–10 µm | ±0,3–0,8 mm | 500–30.000 pezzi | 2–4 mm |
Colata in sabbia: il punto di ingresso per progetti personalizzati in alluminio
La fusione in sabbia rimane il metodo di fusione dell'alluminio più accessibile per lavori personalizzati, a basso volume o prototipi. La sabbia verde (una miscela di sabbia silicea, argilla bentonitica e umidità) viene compattata attorno a un modello di legno o uretano, il modello viene rimosso e l'alluminio fuso, tipicamente a 660–720 °C, viene versato nella cavità. I tempi di ciclo sono lenti rispetto alla pressofusione, ma essenzialmente non esiste un limite dimensionale superiore. Lo stabilimento GM Casting di Defiance, Ohio, versa blocchi motore in alluminio fuso in sabbia del peso di oltre 40 kg ciascuno utilizzando linee automatizzate di stampaggio a piastre, dimostrando che la fusione in sabbia supera l'uso hobbistico se adeguatamente lavorata.
Per i progetti di fonderia nel cortile, la sabbia verde è poco costosa da mescolare e riutilizzare. Una configurazione base del pallone in due parti può produrre risultati eccellenti con leghe come A356 o 319. La variabile critica è il contenuto di umidità: troppo umido produce porosità del vapore; crolli troppo secchi. L'obiettivo è più o meno 2–4% di umidità in peso , facilmente controllabile con il pinch test.
Pressofusione ad alta pressione: volume, precisione e pareti sottili
L'HPDC inietta l'alluminio fuso in uno stampo di acciaio temprato a pressioni di 10–175 MPa , riempiendo la cavità in millisecondi. Il processo è eccezionalmente veloce (tempi di ciclo di 30-120 secondi sono comuni per parti di media complessità) e produce parti dalla forma quasi perfetta con spessori di parete fino a 0,8 mm in progetti ottimizzati. Il settore automobilistico è l’utente dominante. Secondo l'Aluminium Association, approssimativamente Il 75% di tutti i getti di alluminio per autoveicoli vengono prodotti tramite HPDC, compresi basamenti di motori, alloggiamenti di trasmissione e, sempre più, componenti strutturali di grandi dimensioni prodotti da macchine per mega-fusione (giga presse) con forze di chiusura fino a 9.000 tonnellate, una tecnologia introdotta da Tesla e ora adottata da Toyota, Volvo e altri.
Il principale compromesso dell’HPDC è la porosità: l’intrappolamento dell’aria durante il riempimento rapido crea vuoti microscopici che possono compromettere l’integrità strutturale e impedire il trattamento termico. La pressofusione assistita sotto vuoto (VADC) riduce significativamente questo valore, consentendo il trattamento termico T6 e spingendo la resistenza alla trazione oltre i 300 MPa anche con le leghe di silicio secondarie.
Leghe di alluminio da colata: abbinamento del materiale ai requisiti del progetto
Non tutte le leghe di alluminio versano o funzionano allo stesso modo. Le leghe di alluminio da fusione sono designate da un sistema a quattro cifre (ad esempio, A380, A356, 319) che indica i loro elementi di lega primari e la loro composizione. La scelta della lega influisce sulla fluidità, sulla resistenza allo strappo a caldo, sulla resistenza meccanica, sulla resistenza alla corrosione e sulla lavorabilità, che variano in modo significativo tra le famiglie di leghe.
A380
A380: il cavallo di battaglia HPDC per tutti gli usi
A380 (Al-Si8.5Cu3.5) rappresenta oltre L'85% di tutte le pressofusioni in alluminio in Nord America, secondo l’Aluminium Association. Il suo elevato contenuto di silicio (7,5–9,5%) conferisce eccellente fluidità e ritiro minimo, mentre le aggiunte di rame spingono la resistenza alla trazione a 317 MPa come colato. Non adatto per l'anodizzazione (il contenuto di rame causa macchie), ma resiste eccezionalmente bene alla verniciatura a polvere. Utilizzato per custodie elettroniche, staffe automobilistiche, alloggiamenti per utensili elettrici e collettori pneumatici.
A356
A356 – La lega strutturale e estetica
A356 (Al-Si7Mg0.3) è la scelta standard per progetti di sabbia e stampi permanenti in cui è previsto il trattamento termico T6. Dopo il trattamento della soluzione a 538°C e l'invecchiamento artificiale a 154°C, A356-T6 offre una resistenza alla trazione di 262 MPa e carico di snervamento di 186 MPa — sostanzialmente migliore dei valori as-cast. Il basso contenuto di rame significa che si anodizza in modo pulito, rendendolo popolare per getti architettonici, apparecchi di illuminazione, ruote aftermarket e alloggiamenti aerospaziali. L'eccellente saldabilità della lega è un vantaggio secondario per i lavori di riparazione o fabbricazione.
319
319 - Ingegneria automobilistica e generale
319 (Al-Si6Cu3.5) è la scelta tradizionale per i componenti del motore fusi in sabbia: testate dei cilindri, collettori di aspirazione e scatole di trasmissione. Il suo contenuto di rame conferisce una buona resistenza a temperature elevate, il che è importante quando l'ambiente operativo supera i 150°C. Ford, GM e Chrysler utilizzano da decenni le leghe della famiglia 319 nelle testate dei motori OHC e delle aste di spinta. La lega è lavorata in modo pulito e accetta ragionevolmente bene l'anodizzazione dura se il contenuto di rame è controllato al limite inferiore delle specifiche.
535
535 (Almag 35) - Progetti marini e resistenti alla corrosione
Per progetti esposti ad acqua salata o ambienti ad elevata umidità (hardware marino, elementi architettonici costieri, apparecchiature per il trattamento chimico) 535 (Al-Mg6.8) offre un'eccezionale resistenza alla corrosione, buona saldabilità e una finitura brillante naturale dopo l'anodizzazione. Il suo basso contenuto di silicio rende più difficile la fusione (maggiore suscettibilità alla lacerazione a caldo) e richiede un'attenta progettazione del punto di iniezione e temperature di colata controllate. La resistenza alla trazione come fuso è approssimativamente 240MPa , paragonabile all'A356-T6 senza necessità di trattamento termico.
Esempi reali di progetti di fusione di alluminio in tutti i settori
L’ampiezza dei progetti di fusione di alluminio nella produzione attiva è più ampia di quanto la maggior parte delle persone creda. Gli esempi seguenti riguardano contesti hobbistici, industriali, architettonici e di prodotti di consumo, ciascuno con dati rilevanti su processi e leghe.
01
Fonderia nel cortile: protezione e supporto per coltello in alluminio pressofuso in sabbia
Un popolare progetto di fusione di alluminio entry-level nella comunità dei produttori prevede la fusione in sabbia di protezioni per coltelli, protezioni per le dita e supporti per lame personalizzate. Le parti sono piccole (tipicamente sotto i 50 g), geometricamente semplici e tollerano la ruvidità superficiale tipica della fusione in terra verde. I pistoni A356 o di scarto (spesso lega 4032) funzionano bene. La temperatura di fusione deve essere mantenuta a 700–730°C per garantire un riempimento completo senza eccessivo assorbimento di gas. La rifinitura con carta vetrata a umido e a secco con grana da 120 a 600 seguita da lucidatura consente di ottenere un aspetto quasi a specchio senza alcun trattamento termico post-fusione.
02
Fusione di alluminio architettonico: coperture di colonne, ringhiere e pannelli ornamentali
I progetti architettonici di fusione dell'alluminio hanno una lunga storia: la copertura in alluminio del Monumento a Washington, installata nel 1884, rimane uno dei primi usi registrati della fusione di precisione dell'alluminio. I progetti architettonici moderni utilizzano stampi permanenti o colate in sabbia con leghe A356 o 535. Le applicazioni tipiche includono ringhiere ornamentali per scale, capitelli decorativi di colonne, pannelli per facciate di edifici e ferramenta per porte personalizzata. L'anodizzazione, in particolare l'anodizzazione con rivestimento duro fino a 25-50 µm, fornisce una protezione dalla corrosione durevole e a bassa manutenzione che può essere colorata per adattarsi alle specifiche di progettazione. Diversi produttori nella regione della costa del Golfo forniscono elementi architettonici fusi in sabbia con tempi di consegna di 4–8 settimane per modelli personalizzati .
03
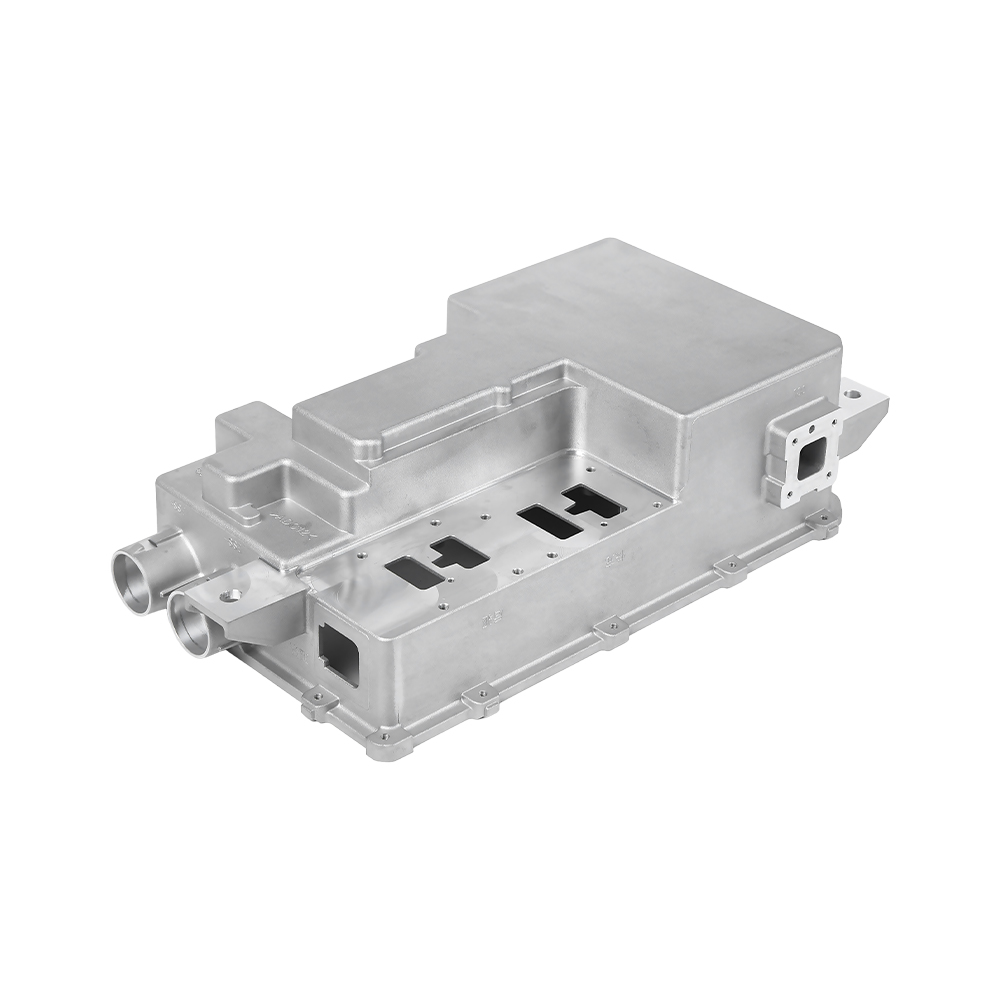
Automotive: blocchi motore HPDC e getti strutturali
I moderni motori delle auto compatte utilizzano blocchi in lega di alluminio quasi universalmente. La BMW N52 sei cilindri in linea, introdotta nel 2004, utilizza un blocco composito di magnesio-alluminio con un basamento in alluminio pressofuso e un basamento derivato dall'A380: un design che ha rasato 10 chilogrammi dal precedente motore a blocchi di ferro. Le moderne strutture dei vassoi delle batterie dei veicoli elettrici, come quelle utilizzate nelle piattaforme Rivian e Hyundai Ioniq, sono fusioni di alluminio HPDC multi-cavità con canali di raffreddamento integrati, che combinano fino a sette parti stampate e saldate precedentemente separate in un'unica fusione a forma di rete. Questo consolidamento riduce i tempi di assemblaggio e migliora la rigidità strutturale con una massa inferiore di circa il 30% rispetto alle costruzioni in acciaio equivalenti.
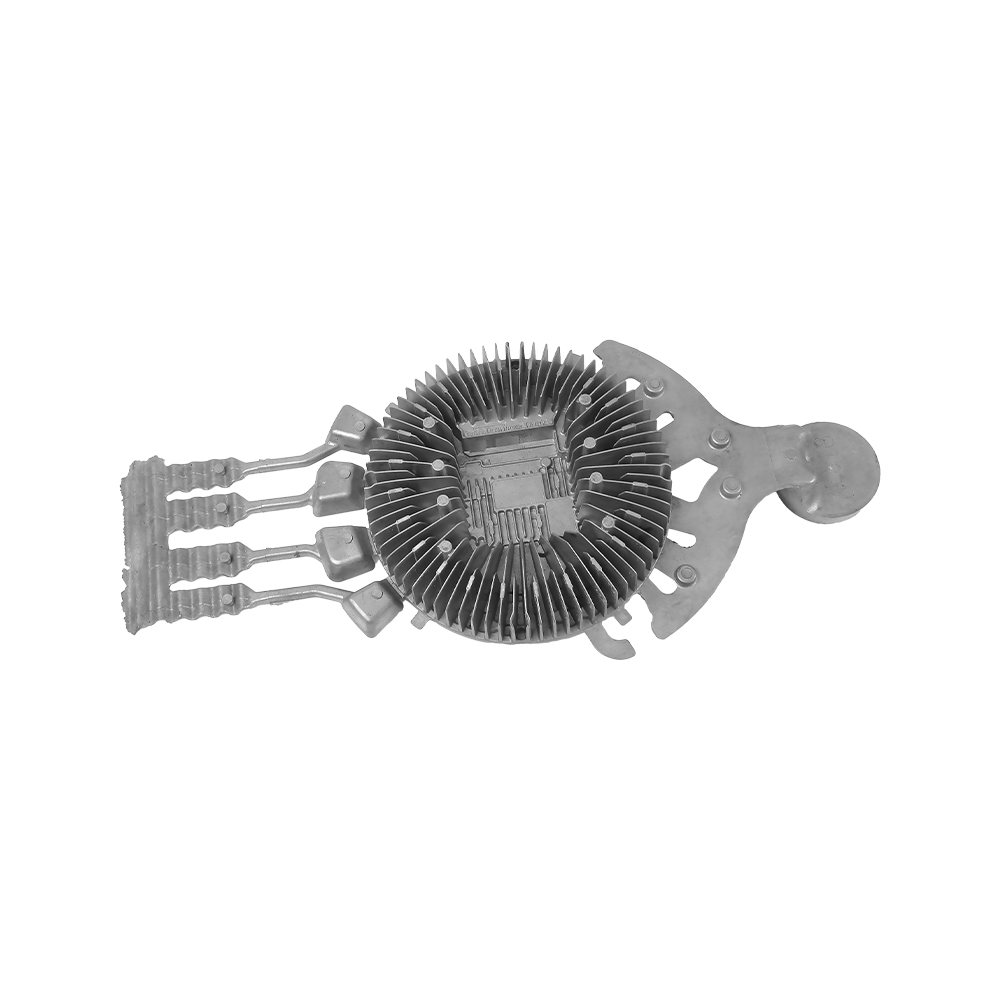
04
Involucri elettronici: gestione termica tramite fusione
L'elettronica ad alta potenza (azionamenti di motori, inverter di potenza, amplificatori di stazioni base per telecomunicazioni, driver LED) utilizza spesso la fusione di alluminio per gli involucri perché il materiale svolge la doppia funzione sia di alloggiamento che di dissipatore di calore. Le custodie A380 HPDC con alette integrate raggiungono valori di resistenza termica di 0,5–1,5°C/W in convezione naturale, sufficiente per molte applicazioni industriali senza aria forzata. Per le applicazioni di schermatura RF, lo spessore della parete di 3–5 mm nell'A380 fornisce un'attenuazione effettiva sopra i 500 MHz. La fusione a cera persa è preferita quando è necessaria una geometria complessa del canale di flusso interno per piastre fredde raffreddate a liquido.
05
Aerospaziale: staffe strutturali e alloggiamenti realizzati con fusione a cera persa
La microfusione con leghe A356 o A357 è una pratica standard per staffe di cellule, alloggiamenti di avionica e collettori idraulici in cui la complessità della geometria e le tolleranze strette eliminano la lavorazione meccanica come opzione economicamente vantaggiosa. I tipici getti di investimento in alluminio utilizzati negli aerei raggiungono tolleranze dimensionali di ±0,13 mm e finiture superficiali di 3,2 µm Ra senza lavorazioni aggiuntive. Il processo consente sottosquadri, pareti sottili e contorni organici che la fusione in sabbia non è in grado di produrre in modo affidabile. Aziende come Precision Castparts e Hitchiner Manufacturing forniscono tali getti di alluminio aerospaziale alle piattaforme Boeing, Airbus e Lockheed Martin.
06
Arte e scultura: progetti di fusione di alluminio con schiuma persa
La fusione a schiuma persa è popolare tra scultori e artisti perché la schiuma EPS può essere modellata, scolpita e assemblata senza alcun angolo di sformo o scatola d'anima: la schiuma viene consumata dall'alluminio fuso durante la colata, lasciando una replica precisa del modello originale. Le fonderie d'arte comunitarie in città come Chicago e Portland offrono libero accesso alle sessioni di colata di alluminio espanso perso. La scelta della lega è meno critica per i pezzi puramente decorativi; lo scarto secondario A380 o 383 fornisce risultati adeguati con una buona fluidità. I versamenti in genere utilizzano a Sistema di materozza e montante da 2–4 mm rispetto al volume della parte per garantire il riempimento completo delle sottili caratteristiche scultoree.
Regole di progettazione che prevengono i difetti nei progetti di fusione di alluminio
La maggior parte dei difetti della fusione dell'alluminio sono progettati, non fabbricati. Il rispetto delle linee guida stabilite per la progettazione per la fusione (DFC) durante la fase CAD elimina la maggior parte dei guasti di porosità, chiusura a freddo, errori di funzionamento e rotture a caldo prima che un singolo stampo venga tagliato. Le seguenti regole si applicano ampiamente ai processi di sabbia, stampo permanente e pressofusione, con annotazioni specifiche del processo.
Uniformità dello spessore della parete
Lo spessore non uniforme delle pareti crea velocità di raffreddamento differenziali che spingono la porosità da ritiro verso la regione che si solidifica per ultima. L'obiettivo di progettazione consigliato è una variazione dello spessore della parete non superiore a 2:1 tra sezioni adiacenti . Laddove sono inevitabili sporgenze o flange pesanti, l'estrazione del materiale o la fusione di transizioni con raggi generosi riducono il differenziale di massa termica. Per l'HPDC, fissare uno spessore nominale della parete di 2–4 mm per la maggior parte delle applicazioni strutturali; le pareti superiori a 6 mm iniziano ad accumulare porosità da gas a meno che non venga utilizzato il riempimento con vuoto.
Raccordi e raggi su tutti gli angoli interni
Gli angoli interni acuti concentrano lo stress e creano punti caldi durante la solidificazione. Un raggio di raccordo interno minimo di 1,5 × spessore della parete è raccomandato dalle linee guida per la progettazione delle fusioni in alluminio di ASM International. Anche un raggio di 1 mm riduce drasticamente i fattori di concentrazione delle sollecitazioni rispetto ad uno spigolo veramente acuto. Gli angoli esterni possono essere più affilati (raggio minimo 0,5 mm) ma non dovrebbero mai essere completamente squadrati nell'alluminio pressofuso.
Angoli di sformo per il rilascio dello stampo
Tutte le superfici parallele alla direzione dell'allungamento dello stampo richiedono angoli di sformo. I minimi standard sono 1–2° per colata in sabbia, 1–3° per stampo permanente e 0,5–1,5° per HPDC sulle superfici esterne (leggermente di più sulle superfici interne perché il getto si ritira sulle anime). Un tiraggio insufficiente porta all'usura dello stampo, alla rottura del nucleo e alla difficoltà di estrazione che alla fine danneggia la fusione. Le superfici rivolte verso lo stampo non dovrebbero avere spifferi; specificare chiaramente nel disegno quale direzione è il piano di separazione.
Gating e Rising per la solidificazione direzionale
Un buon design del punto di iniezione alimenta progressivamente il metallo liquido dalle sezioni sottili a quelle spesse, garantendo che le regioni più pesanti rimangano collegate a un serbatoio liquido, il montante, fino alla completa solidificazione. La regola di Chvorinov (tempo di solidificazione proporzionale a (Volume/Superficie)²) guida il dimensionamento del montante: un montante deve avere un modulo almeno 1,2× quello della sezione più pesante si nutre. Software di simulazione come MAGMASOFT, Flow-3D e ProCAST sono ampiamente utilizzati per convalidare la progettazione di gating e montanti prima di tagliare gli strumenti di produzione, riducendo significativamente i costi di tentativi ed errori.
Design con filettatura e inserto in alluminio pressofuso
L'alluminio pressofuso è troppo morbido per filettature dirette a passo grosso in applicazioni di fissaggio con coppia elevata. Le opzioni includono: (1) fusione di inserti filettati in acciaio o ottone: i prodotti Heli-Coil ed E-Z Lok sono popolari per le applicazioni di retrofit; (2) utilizzando filettature lavorate post-fusione con almeno Lunghezza di innesto del diametro della filettatura 1,5× ; o (3) specificando l'installazione dell'inserto a ultrasuoni per progetti adiacenti termoplastici. Le parti HPDC possono incorporare fori centrali fino al diametro minimo di 2,0 mm con un'attenta progettazione dello stampo, riducendo i requisiti di perforazione post-fusione.
Controllo della qualità della fusione: il passaggio che la maggior parte dei principianti trascura nella fusione di alluminio
La qualità dell'alluminio fuso al momento della colata determina il limite massimo di qualità del getto finito. Una parte perfettamente progettata, fusa da un metallo scarsamente preparato, presenterà comunque porosità, inclusioni di ossido e proprietà meccaniche ridotte. Gli operatori esperti della fonderia trattano la preparazione della fusione con la stessa serietà della progettazione dello stampo.
Porosità dell'idrogeno: il difetto più comune nella fusione dell'alluminio
L'alluminio dissolve facilmente l'idrogeno nel suo stato liquido: l'alluminio liquido può reggere a 750°C circa 0,65 cm³ per 100 g di metallo , rispetto a soli 0,034 cm³ per 100 g allo stato solido (secondo dati dell'Aluminium Association). Quando la fusione si solidifica, la stragrande maggioranza dell’idrogeno disciolto viene respinta e forma bolle microscopiche – porosità – in tutta la fusione. Le fonti primarie di idrogeno sono l'umidità atmosferica, i rottami umidi, i ritorni oleosi e il flusso umido.
Il degasaggio con azoto secco o argon attraverso un'unità di degasaggio rotativa (processo SNIF o equivalente) riduce l'idrogeno disciolto al di sotto 0,10 cm³ per 100 g nella pratica commerciale – ben al di sotto della soglia di porosità visibile nella maggior parte delle geometrie di fusione. Gli hobbisti senza apparecchiature rotanti di degasaggio possono utilizzare compresse di esacloroetano (con un'adeguata ventilazione: il processo genera gas di cloro) o semplicemente ridurre al minimo l'esposizione all'umidità della fusione preriscaldando tutti gli strumenti e mantenendo chiusi i coperchi del forno.
Inclusioni di ossidi e pratica del flusso
L'alluminio si ossida istantaneamente se esposto all'aria, formando una sottile ma persistente pellicola di allumina (Al₂O₃). Il versamento turbolento piega questa pelle nella fusione, creando bifilm di ossido che agiscono come siti di innesco di crepe nel pezzo fuso solidificato. Il defunto professor John Campbell dell’Università di Birmingham ha trascorso decenni a documentare come i bifilm di ossido siano la causa principale della maggior parte della dispersione delle proprietà meccaniche delle fusioni di alluminio: una variabilità della resistenza alla trazione del 30-40% in getti identici spesso risale alla distribuzione del bifilm.
Le contromisure pratiche includono: siviere per il versamento dal basso invece che dall'alto, filtri in schiuma ceramica nel sistema di colata (20-30 ppi per l'alluminio), altezza di versamento ridotta e velocità di colata controllata, nonché riduzione al minimo delle turbolenze all'ingresso dello stampo. Le aggiunte di fondente (fondenti di copertura come miscele di cloruro di potassio/cloruro di sodio) proteggono la superficie fusa dall'ossidazione atmosferica tra i riscaldamenti e aiutano a coalizzare le particelle di ossido per la schiumatura prima del versamento.
Controllo della temperatura e surriscaldamento
La maggior parte delle leghe di fusione di alluminio hanno temperature liquidus comprese tra 555°C e 615°C . Il versamento a un surriscaldamento eccessivo (più di 80–100°C sopra il liquidus) aumenta l'assorbimento di gas, la formazione di ossido e l'erosione dello stampo nell'HPDC. Il versamento troppo freddo crea errori di esecuzione e chiusure a freddo, aree in cui la parte anteriore in metallo si solidifica prima di riempire lo stampo. La temperatura di colata ottimale per la maggior parte delle applicazioni è compresa tra 680°C e 740°C , anche la temperatura dello stampo gioca un ruolo significativo: gli stampi permanenti vengono generalmente preriscaldati a 200–350°C per l'alluminio.
Operazioni post-fusione: trattamento termico, lavorazione meccanica e finitura superficiale
La maggior parte dei progetti di fusione dell'alluminio richiedono almeno un po' di lavoro post-fusione. Le operazioni seguenti sono presentate nell'ordine in cui verrebbero normalmente eseguite in produzione.
Passaggio 1
Degazione e Shakeout
I pezzi fusi in sabbia vengono rimossi dallo stampo una volta solidificati (di solito entro 5-30 minuti a seconda del peso del pezzo). I corridori e le colonne montanti vengono rimossi mediante segatura, molatura o rottura idraulica. Le parti HPDC vengono rifilate in una matrice di rifinitura dedicata che taglia la bava e le guide di scorrimento in un'unica corsa di stampa, con tempi di ciclo di 5-15 secondi per parte. La sbavatura della linea di divisione sulle fusioni in sabbia richiede in genere la molatura manuale per fondersi a filo con la superficie della fusione.
Passaggio 2
Trattamento termico (quando specificato)
La designazione dello stato d'animo T6 (trattamento termico di solubilizzazione seguito da invecchiamento artificiale) è il trattamento termico più ampiamente specificato per i getti di alluminio. Per l'A356:
- Trattamento in soluzione: 538°C ± 6°C per 4–12 ore (a seconda dello spessore della sezione)
- Quench: acqua a 60–80°C (il quench caldo riduce al minimo la distorsione da stress residuo)
- Età: 154°C ± 6°C per 6–12 ore
Questa sequenza dissolve i precipitati di Mg₂Si in soluzione e poi li riprecipita come una dispersione fine che impedisce il movimento delle dislocazioni, aumentando la resistenza allo snervamento da circa Da 83 MPa (temperatura F) a 186–207 MPa (temperatura T6) .
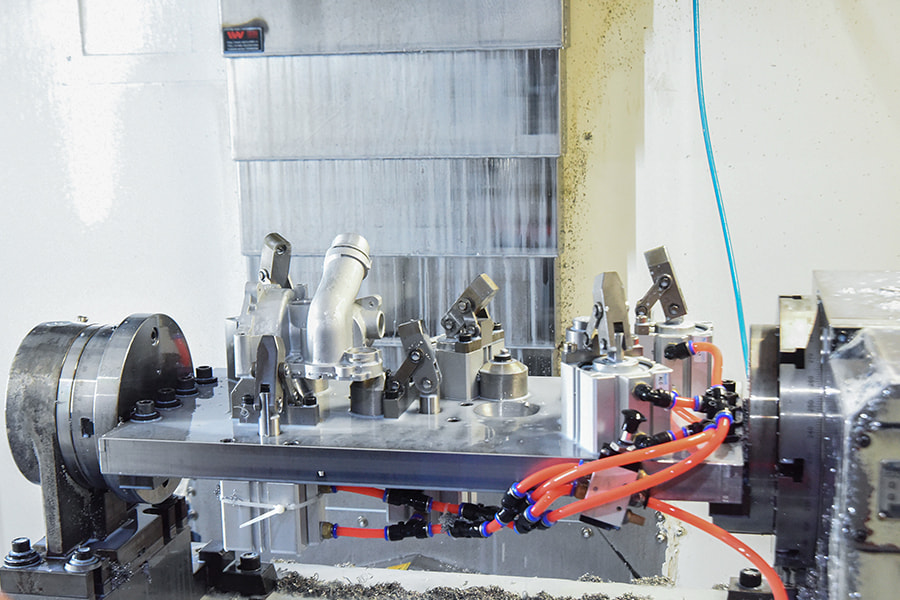
Passaggio 3
Lavorazione CNC di superfici critiche
Le macchine per la fusione di alluminio eccezionalmente bene: la durata dell'utensile è tipica 10–20 volte più lungo quando si lavora l'alluminio rispetto all'acciaio in condizioni di carico truciolo equivalenti. La lavorazione CNC ad alta velocità della fusione di alluminio utilizza utensili in metallo duro, velocità di taglio di 300–600 m/min (piedi superficiali al minuto: 1.000–2.000) e liquido refrigerante o lubrificazione a quantità minima (MQL). Gli elementi di riferimento lavorati nella fusione (supporti, fori e fori di posizionamento) stabiliscono il quadro di riferimento per tutte le successive operazioni di lavorazione. Per le parti HPDC ad alto volume, nelle celle di colata automobilistiche sono comuni linee di trasferimento dedicate con tempi di ciclo inferiori a 60 secondi per parte.
Passaggio 4
Opzioni di finitura superficiale per getti di alluminio
La gamma di opzioni di finitura per i progetti di fusione dell'alluminio è ampia:
- Anodizzazione: Ossidazione elettrochimica che forma uno strato di allumina denso di 5–25 µm (Tipo II) o 25–100 µm (anodizzazione dura di Tipo III). Fornisce un'eccellente resistenza alla corrosione e all'usura. Ideale con leghe A356 o 535.
- Verniciatura a polvere: Applicazione elettrostatica di polvere polimerica termoindurente, polimerizzata a 160–200°C. Eccellente resistenza ai raggi UV, ampia gamma di colori, conveniente per volumi medio-alti. Compatibile con tutte le leghe da fusione.
- Rivestimento di conversione cromata: Il cromato trivalente (Alodine/Iridite) fornisce protezione dalla corrosione e primer per l'adesione della vernice per applicazioni aerospaziali e di difesa. Conformità RoHS con formulazioni trivalenti.
- Granigliatura e sbavatura vibrante: Finitura meccanica che rimuove le bave, migliora l'aspetto della superficie e può essere utilizzata per creare tensioni residue di compressione (variante di pallinatura) che migliorano la resistenza alla fatica fino al 30%.
- Nichelatura chimica: Deposita uno strato uniforme di nichel-fosforo da 10–50 µm che migliora significativamente la durezza (500–700 HV dopo il trattamento termico) e la resistenza all'usura, utilizzato per stampi, boccole e superfici di scorrimento.
Struttura dei costi dei progetti di fusione di alluminio: cosa determina il prezzo
Comprendere i fattori di costo aiuta gli ingegneri di progetto a prendere decisioni migliori sulla selezione dei processi e fornisce ai team di approvvigionamento un quadro per valutare i preventivi dei fornitori di getti.
Risoluzione dei problemi comuni dei difetti di fusione dell'alluminio
Anche gli operatori esperti della fonderia riscontrano difetti. La tabella seguente mappa i difetti più comuni della fusione dell'alluminio con le loro cause profonde e le azioni correttive.
| Difetto | Aspetto | Causa primaria | Azione correttiva |
|---|---|---|---|
| Porosità del gas | Vuoti rotondi, pareti lisce, distribuzione casuale | Idrogeno disciolto nella massa fusa | Il degasaggio si scioglie; asciugare tutti gli utensili e gli scarti; ridurre il surriscaldamento |
| Porosità da ritiro | Vuoti irregolari, muri grezzi, in tratti pesanti | Alimentazione/lievitazione inadeguata | Aumentare la dimensione del montante; aggiungi brividi alle sezioni pesanti; riprogettazione per parete uniforme |
| Chiusura a freddo | Giunzione lineare sulla superficie, interfaccia debole | Due fronti metallici che si sono raffreddati prima di incontrarsi | Aumentare la temperatura di versamento; migliorare il gating per unire i flussi in anticipo |
| Strappo caldo | Crepa irregolare nel raccordo o nel cambio di sezione | Stress termico durante la fase avanzata di solidificazione | Aumentare i raggi del raccordo; aggiungere flessibilità ai core; preriscaldare lo stampo |
| Inclusioni di ossido | Strisce o pellicole scure visibili sulla sezione lavorata | Versamento turbolento, pelli di ossido piegate | Ridurre l'altezza del getto; utilizzare il filtro in schiuma ceramica; evitare la rifusione delle scorie |
| Errore di esecuzione | Riempimento incompleto, bordi incompleti arrotondati | Metallo troppo freddo, sezione sottile, scarsa ventilazione | Aumentare la temperatura di versamento; addensare pareti sottili; aggiungere prese d'aria allo stampo |
Fusione di alluminio sostenibile: riciclaggio, energia ed economia circolare
L’alluminio è il metallo strutturale più riciclabile di uso comune e questa proprietà cambia radicalmente il calcolo della sostenibilità dei progetti di fusione dell’alluminio rispetto alle alternative in acciaio o zinco. Il riciclaggio dell'alluminio richiede solo Il 5% dell'energia necessaria per produrre alluminio primario dal minerale di bauxite — circa 2–3 kWh/kg per la produzione secondaria contro 45–55 kWh/kg per la produzione primaria (dati dell’International Aluminium Institute, 2023). La differenza nell’impronta di carbonio è altrettanto drammatica: l’alluminio secondario genera circa 0,5-1,0 kg di CO₂ per kg di metallo rispetto agli 8-12 kg di CO₂ per kg della fusione primaria alimentata a carbone.
Passo Il 75% di tutto l’alluminio mai prodotto è ancora in uso oggi , secondo l'Associazione dell'Alluminio. Il settore automobilistico ha il più alto tasso di riciclaggio dell’alluminio rispetto a qualsiasi altro utilizzo finale: i veicoli a fine vita forniscono una fonte densa e separata di rottami puliti di leghe di colata che ritornano nella produzione di leghe HPDC secondarie con un degrado della qualità minimo. Questa efficienza a circuito chiuso è uno dei motivi per cui le case automobilistiche citano la fusione di alluminio come una scelta progettuale positiva per la sostenibilità anche su piattaforme di veicoli ad alta intensità energetica.
Per le operazioni di fonderia, il recupero energetico dai gas di scarico dei forni, il monitoraggio in tempo reale della chimica di fusione per ridurre al minimo i cicli di rifusione e i rivestimenti dei forni in fibra ceramica che riducono la perdita di calore del 15-25% rispetto ai modelli refrattari più vecchi contribuiscono tutti a ridurre l’impatto ambientale nei moderni impianti di fusione dell’alluminio. Diverse fonderie europee, tra cui Rheinfelden Alloys e Novelis, si sono impegnate a realizzare operazioni di fusione dell’alluminio a zero emissioni di carbonio entro il 2030 attraverso una combinazione di approvvigionamento di energia rinnovabile e programmi di compensazione.
Tendenze emergenti nella fusione di alluminio: cosa sta cambiando il settore
L’industria della fusione dell’alluminio sta attraversando un cambiamento tecnico significativo guidato dall’elettrificazione, dalla produzione digitale e dallo sviluppo di nuove leghe. Comprendere queste tendenze è importante per chiunque pianifichi programmi pluriennali di fusione dell’alluminio.
Mega-fusion e integrazione strutturale
L'utilizzo da parte di Tesla di presse giga da 6.000 e 9.000 tonnellate per fondere intere sezioni del sottoscocca posteriore dei veicoli elettrici come un'unica pressofusione di alluminio, sostituendo 70-100 singole parti stampate e saldate, ha suscitato un notevole interesse in tutto il settore automobilistico. Toyota, Volvo, General Motors e diversi OEM cinesi hanno annunciato programmi simili. Le fusioni utilizzano pressofusione ad alto vuoto personalizzata con leghe Al-Si-Mg specificatamente sviluppate per megafusioni strutturali, ottenendo allungamenti superiori al 10% e resistenze a trazione superiori a 250 MPa come colato, senza trattamento termico. Questo sviluppo cambia radicalmente l’economia della produzione di strutture per carrozzerie a volumi superiori a 100.000 unità all’anno.
Stampi e anime in sabbia stampati in 3D
La stampa a getto di legante di stampi in sabbia silicea (utilizzando sistemi di ExOne/Desktop Metal, Voxeljet e Viridis3D) ha eliminato la fase di creazione del modello dalla fusione in sabbia, consentendo la produzione di pezzi singoli di fusioni di alluminio complesse con passaggi interni che sono geometricamente impossibili da ricavare con metodi convenzionali. Il tempo di consegna dal file CAD alla prima parte fusa è ora 3-5 giorni lavorativi con stampi in sabbia stampati, rispetto a 4-8 settimane per modelli e attrezzature convenzionali. Ford, John Deere e diverse aziende aerospaziali utilizzano stampi in sabbia stampata per prototipi e fusioni di alluminio di produzione in piccoli volumi, con costi dei pezzi competitivi rispetto alle alternative lavorate a macchina per geometrie complesse.
Monitoraggio dei processi in tempo reale e controllo della qualità dell'intelligenza artificiale
Gli array di sensori incorporati nelle macchine per pressofusione ora acquisiscono i profili della pressione di iniezione, le temperature della superficie dello stampo e i dati sulla velocità del metallo con una risoluzione di millisecondi. I modelli di machine learning addestrati sui dati storici dei difetti possono prevedere la porosità da ritiro e la probabilità di chiusura a freddo dalle segnature del profilo di stampaggio prima che la parte venga rimossa dallo stampo, consentendo il rifiuto automatico delle stampate non conformi alle specifiche senza ispezione a raggi X. Diversi fornitori di fusioni automobilistiche di livello 1 riferiscono riduzioni del tasso di scarto del 30–50% dopo aver implementato tali sistemi di monitoraggio in tempo reale, traducendosi direttamente in costi inferiori e migliori parametri di sostenibilità.
Sviluppo di leghe per la gestione termica dei veicoli elettrici
Le piastre di raffreddamento delle batterie dei veicoli elettrici richiedono leghe di fusione di alluminio con elevata conduttività termica, eccellente tenuta alla pressione (assenza di porosità) e la capacità di formare giunti brasati. L'A380 standard ha una conduttività termica di circa 96 W/m·K — adeguato ma non ottimale. Nuove leghe della famiglia Al-Si-Mg con contenuto controllato di ferro e rame sono in fase di sviluppo da parte di aziende tra cui Novelis, Constellium e Impol per raggiungere una conduttività superiore a 160 W/m·K nella condizione di fusione, consentendo sistemi di batterie raffreddate a liquido più compatti ed efficienti. Questa è un’area attiva della ricerca sulle leghe con numerosi brevetti depositati nel 2022-2024.
Domande frequenti sui progetti di fusione di alluminio
Qual è la migliore lega di alluminio per un progetto di prima fusione?
Per i principianti che utilizzano una fornace da giardino e stampi in sabbia verde, i pistoni riciclati (tipicamente lega 4032 o 2618) o il lingotto A356 pulito sono entrambi ottimi punti di partenza. Entrambi hanno una buona fluidità alle tipiche temperature di colata in giardino di 700–730°C, e nessuno dei due presenta aggiunte di leghe significativamente tossiche. A356 è leggermente più tollerante nei confronti dell'umidità della sabbia perché il suo contenuto di silicio migliora la fluidità anche a temperature più basse. Evita rottami sconosciuti provenienti da parti elettroniche o rivestite: i contaminanti derivanti da saldature, pressofusione di zinco o placcatura possono produrre fumi tossici e scarsa qualità della fusione.
Come posso prevenire la porosità nei miei getti di alluminio?
La porosità ha due cause principali: idrogeno disciolto (porosità da gas) e alimentazione inadeguata del ritiro (porosità da ritiro). Per risolvere il problema della porosità da gas, mantenere asciutti tutti i materiali dello stampo e il metallo, utilizzare un fondente coprente e degassare la massa fusa prima di versarla. Per affrontare la porosità da ritiro, assicurati che il montante sia abbastanza grande da rimanere liquido dopo che il getto si è solidificato: il modulo del montante deve superare il modulo della sezione di getto più pesante di almeno il 20%. Anche i refrigeratori posizionati adiacenti alle sezioni pesanti aiutano ad accelerare la solidificazione locale per ridurre la domanda di ritiro.
Qual è lo spessore minimo della parete ottenibile nella fusione di alluminio?
Lo spessore minimo della parete dipende dal processo di fusione. La pressofusione ad alta pressione consente di ottenere pareti più sottili, fino a 0,8 mm in design di stampi ottimizzati con iniezione di metallo ad alta velocità. La fusione a cera persa raggiunge in modo affidabile 1,0–1,5 mm. La fusione in stampo permanente (a gravità) gestisce un minimo di 2–3 mm. La fusione in sabbia richiede in genere pareti minime di 3–5 mm per un riempimento affidabile, sebbene operatori esperti di fonderia siano riusciti a raggiungere 2 mm in parti più piccole con leghe ad alta fluidità del silicio e stampi ben collegati.
È possibile saldare l'alluminio pressofuso?
Sì, molte leghe di alluminio possono essere saldate, ma il processo richiede attenzione. Le leghe A356 e 535 sono le leghe da colata comuni più saldabili. La saldatura ad arco di tungsteno a gas (GTAW/TIG) con filo di apporto 4043 o 5356 è una pratica standard. Le parti HPDC contenenti A380 sono generalmente considerate non saldabili nelle applicazioni strutturali a causa del contenuto di rame e della porosità del gas che viene rilasciato durante la saldatura. Se si salda alluminio pressofuso, preriscaldare l'area a 150–200°C per ridurre le fessurazioni da shock termico e per i giunti strutturali in A356 si consiglia una distensione post-saldatura a 175°C per 2–4 ore.
Quanto tempo ci vuole per realizzare le fusioni in alluminio?
I tempi di consegna variano enormemente in base al processo e alla sede del fornitore. Per le fusioni in stampo di sabbia stampate in 3D (quantità di prototipi), tempi di consegna del primo articolo di 3-10 giorni lavorativi sono ottenibili da fornitori affermati. Colata in sabbia convenzionale con un nuovo modello: 4–8 settimane per la realizzazione del modello più 1–2 settimane per la fusione. HPDC con nuove attrezzature: 10–20 settimane per la produzione degli stampi, quindi quantità di produzione in 2–4 settimane. Microfusione: 8–16 settimane per l'attrezzatura, 3–6 settimane per la produzione. Programmi di attrezzaggio accelerati a costi più elevati possono comprimere queste tempistiche del 30-50% con fornitori premium.
Qual è la differenza tra pressofusione e fusione in sabbia dell'alluminio?
La fusione in sabbia utilizza stampi in sabbia consumabili che vengono distrutti per rilasciare la parte, consentendo geometrie complesse e parti molto grandi, ma con finitura superficiale inferiore, tolleranze più ampie e tempi di ciclo più lenti. La pressofusione utilizza stampi (matrici) in acciaio temprato permanentemente e inietta metallo ad alta pressione, ottenendo un'eccellente finitura superficiale (1–2 µm Ra), tolleranze strette (± 0,05–0,15 mm) e velocità di produzione molto elevate (cicli di 30–120 secondi), ma con costi di attrezzatura elevati e requisiti di quantità minima che la rendono antieconomica al di sotto di circa 10.000 parti. La fusione in sabbia è migliore per prototipi, parti di grandi dimensioni e volumi ridotti; la pressofusione eccelle nella produzione in grandi volumi di componenti di precisione di piccole e medie dimensioni.
La fusione dell’alluminio è ecologica?
La fusione dell'alluminio utilizzando una lega secondaria (riciclata) è tra i processi di lavorazione dei metalli più favorevoli dal punto di vista ambientale disponibili. L’alluminio secondario richiede solo il 5% dell’energia necessaria per la produzione di alluminio primario e genera una frazione delle emissioni di CO₂. L’elevata riciclabilità dell’alluminio – con tassi di riciclaggio superiori al 90% nel settore automobilistico – e il flusso di materiale a circuito chiuso in molte operazioni di fonderia lo rendono significativamente più ecologico rispetto ai processi che utilizzano metalli primari. Le principali preoccupazioni ambientali sono le emissioni di fluoruro derivanti dall'utilizzo del flusso (controllato da depuratori a umido nelle moderne fonderie) e la gestione del refrigerante nelle operazioni di lavorazione.
Posso anodizzare parti in alluminio pressofuso?
Le leghe HPDC standard come A380 (che contiene il 3–4% di rame) non vengono anodizzate con una finitura di qualità costante: il contenuto di rame provoca macchie marroni o nere nello strato anodico. Per superfici dall'aspetto anodizzato su alluminio pressofuso, specificare una lega a basso contenuto di rame come A360 (rame inferiore allo 0,6%) o una lega speciale per pressofusione cosmetica. Le leghe A356 e 535 si anodizzare in modo pulito e assumono coloranti in modo uniforme. Se è necessaria la pressofusione ed è specificata l'anodizzazione, collaborare con il fornitore di fusione per selezionare una lega a basso contenuto di rame appropriata durante la fase di progettazione anziché scoprire l'incompatibilità dopo la costruzione dell'attrezzatura.
