I due metodi fondamentali della pressofusione: camera calda e camera fredda
I due metodi base di pressofusione sono pressofusione a camera calda e pressofusione a camera fredda . Questi due processi condividono lo stesso obiettivo fondamentale – forzare il metallo fuso in uno stampo di acciaio temprato ad alta pressione per produrre parti precise e ripetibili – ma differiscono in modo significativo nel modo in cui il metallo viene fuso, maneggiato e iniettato. La scelta del metodo sbagliato per la geometria della lega o del pezzo può comportare uno scarso riempimento, una porosità eccessiva, un'usura prematura dello stampo e tassi di scarto costosi. Comprendere cosa separa questi due metodi è il punto di partenza per qualsiasi decisione seria sulla pressofusione.
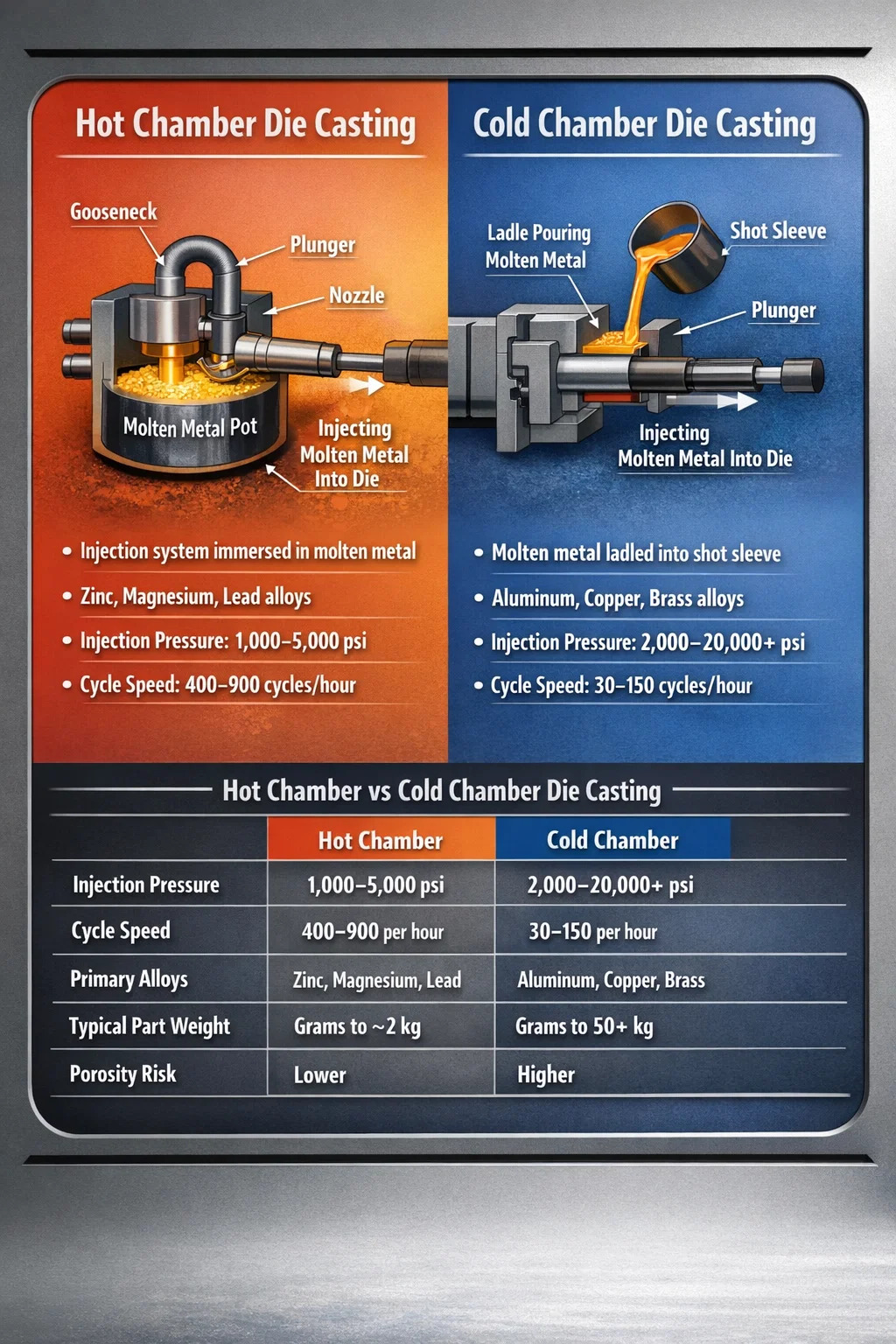
Nella camera calda pressofusione , il meccanismo di iniezione viene immerso direttamente nel bagno di metallo fuso. La macchina aspira automaticamente il metallo nel cilindro e lo inietta nello stampo in un ciclo continuo e veloce. Nella pressofusione a camera fredda, il metallo viene fuso in un forno separato e poi inserito, manualmente o automaticamente, in un manicotto prima di ogni ciclo di iniezione. Ciascun metodo ha leghe specifiche che gestisce bene, intervalli di pressione specifici all'interno dei quali opera e volumi di produzione specifici laddove ha senso dal punto di vista economico.
Pressofusione a camera calda: come funziona il processo
La pressofusione a camera calda, a volte chiamata fusione a collo di cigno, mantiene il sistema di iniezione permanentemente immerso in un recipiente di metallo fuso. I componenti principali sono un canale metallico a forma di collo di cigno, uno stantuffo e un ugello che si posiziona direttamente contro lo stampo. Quando lo stantuffo si ritrae, il metallo fuso scorre attraverso una porta nel collo di cigno. Quando lo stantuffo avanza, sigilla la porta e spinge il metallo attraverso l'ugello e nella cavità dello stampo a pressioni generalmente comprese tra Da 7 a 35 MPa (da 1.000 a 5.000 psi) .
Poiché il metallo non lascia mai il sistema riscaldato tra una iniezione e l'altra, il ciclo è estremamente veloce. Le macchine a camera calda raggiungono regolarmente Da 400 a 900 cicli all'ora per piccole parti, rendendoli adatti alla produzione in grandi volumi di componenti come connettori elettrici, alloggiamenti di carburatori, hardware di serrature e parti di giocattoli. L'eliminazione della fase di riempimento separata riduce sia il tempo di ciclo che il rischio di variazione di temperatura tra una colata e l'altra.
Leghe compatibili con la fusione in camera calda
La pressofusione a camera calda è limitata a leghe a basso punto di fusione che non attaccano né dissolvono i componenti in ferro e acciaio del sistema di iniezione. I materiali più comuni sono:
- Leghe di zinco (Zamak 2, 3, 5, 7) — di gran lunga le più utilizzate, con punti di fusione intorno a 380–420°C
- Leghe di magnesio (AZ91D, AM60): utilizzate sempre più spesso nei sistemi a camera calda con design di macchine specializzate
- Leghe di piombo e stagno: utilizzate in applicazioni specializzate a basso volume
Alluminio, rame e ottone non possono essere lavorati in macchine a camera calda. Le loro temperature di fusione più elevate (l'alluminio fonde intorno ai 660°C, l'ottone intorno ai 900°C) dissolverebbero rapidamente i componenti a base di ferro del collo di cigno e dello stantuffo, distruggendo la macchina e contaminando la fusione entro poche ore di funzionamento.
Tonnellaggio della macchina e dimensioni dei pezzi nelle operazioni con camera calda
Le macchine a camera calda sono generalmente disponibili con forze di serraggio da sotto le 5 tonnellate fino a circa 900 tonnellate , sebbene la maggior parte del lavoro in camera calda venga eseguito su macchine nella gamma da 5 a 400 tonnellate. Il peso dei pezzi fusi in zinco varia generalmente da pochi grammi fino a circa 2 kg, anche se sono possibili pezzi più pesanti su macchine più grandi. Le pareti sottili ottenibili con lo zinco, normalmente fino a 0,5 mm negli utensili di precisione, rendono la fusione a camera calda il processo di riferimento per componenti miniaturizzati e dettagliati.
Pressofusione a camera fredda: come funziona il processo
La pressofusione a camera fredda separa completamente il forno fusorio dal sistema di iniezione. Il metallo viene fuso in un forno di attesa esterno, quindi trasferito, tramite siviera manuale, siviera automatica o pompa elettromagnetica, in un manicotto orizzontale o verticale. Una volta che nel manicotto è presente il volume corretto di metallo, lo stantuffo di iniezione avanza e spinge il metallo nello stampo a pressioni sostanzialmente più elevate rispetto alle apparecchiature a camera calda: tipicamente da 2.000 a 20.000 psi (da 14 a 140 MPa) , con alcune operazioni ad alta pressione che superano tale intervallo per le parti in alluminio a parete sottile.
La separazione del forno dalla macchina fa sì che i componenti di iniezione non siano continuamente esposti al metallo fuso. Vengono esposti solo durante il breve momento dello sparo, il che consente l'uso di metalli che distruggerebbero un sistema a camera calda. Il compromesso è un tempo di ciclo più lento: la maggior parte delle operazioni nelle camere fredde vengono eseguite Da 30 a 150 colpi all'ora a seconda del peso della parte, dello spessore della parete e della lega e di ulteriori fasi del processo che possono introdurre variazioni di temperatura se non attentamente controllate.
Leghe utilizzate nella pressofusione a camera fredda
La pressofusione a camera fredda gestisce un'ampia gamma di leghe con temperature di fusione più elevate, tra cui:
- Leghe di alluminio (A380, A383, A360, ADC12) — il materiale dominante nei lavori in camera fredda, utilizzato nel settore automobilistico, aerospaziale e nell'elettronica di consumo
- Leghe di rame e ottone — utilizzato per componenti idraulici, connettori elettrici e hardware marino dove la resistenza alla corrosione e la robustezza sono importanti
- Leghe di magnesio (AZ91D, AM50) — sempre più comune nelle camere fredde per parti strutturali di grandi dimensioni, sebbene il magnesio sia lavorabile anche nei sistemi a camere calde
- Tombac al silicio e leghe speciali a base di rame — utilizzato in applicazioni di precisione di nicchia
La lega di alluminio A380 è la lega per pressofusione più utilizzata al mondo e praticamente tutta viene lavorata tramite macchine a camera fredda. Offre un'eccellente combinazione di colabilità, resistenza meccanica (resistenza alla trazione di circa 317 MPa), resistenza alla corrosione e costo, motivo per cui domina la fusione strutturale automobilistica, i dissipatori di calore e gli alloggiamenti dei motori.
Tonnellaggio della macchina e scala dei pezzi
Le macchine a camera fredda sono sostanzialmente più grandi delle apparecchiature a camera calda. Le forze di bloccaggio variano da circa 150 tonnellate fino a 6.000 tonnellate o più per le macchine per mega colata ora utilizzate nelle applicazioni di gigacasting automobilistiche. Una pressa a camera fredda da 4.000 tonnellate utilizzata da un produttore automobilistico può produrre una sezione completa del sottoscocca posteriore di un veicolo – un’unica fusione di alluminio che sostituisce oltre 70 parti in acciaio stampate e saldate – in un unico colpo. Tesla ha reso popolare questo approccio con la sua tecnologia Giga Press e da allora l’approccio è stato adottato da numerosi OEM in tutto il mondo.
Confronto diretto: pressofusione a camera calda vs camera fredda
La tabella seguente riassume le differenze critiche tra i due metodi di pressocolata rispetto ai parametri che contano maggiormente nella pianificazione della produzione:
| Parametro | Camera Calda | Camera fredda |
|---|---|---|
| Pressione di iniezione | 1.000–5.000 PSI | 2.000–20.000 PSI |
| Velocità del ciclo | 400–900 cicli/ora | 30–150 cicli/ora |
| Leghe primarie | Zinco, magnesio, piombo | Alluminio, rame, ottone, magnesio |
| Gamma di tonnellaggio della macchina | 5–900 tonnellate | 150-6.000 tonnellate |
| Esposizione alla temperatura del metallo sulla macchina | Continuo | Solo per scatto |
| Peso tipico della parte | Grammi a ~2 kg | Grammi a 50 kg |
| Rischio di porosità | Inferiore (minori opportunità di ingresso d'aria) | Più alto (richiede un attento controllo del profilo di tiro) |
| Costo degli utensili | Da basso a moderato | Da moderato ad alto |
Considerazioni sulla progettazione dello stampo che differiscono tra i due metodi
Lo stampo stesso, lo stampo in acciaio per utensili H13 temprato in cui viene forzato il metallo fuso, è concettualmente simile in entrambi i processi, ma i requisiti ingegneristici differiscono in base alle pressioni coinvolte e ai carichi termici applicati.
Progettazione di cancelli e sistemi di guide
Nella camera calda dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from da 30 a 50 m/sec .
Gli stampi a camera fredda per l'alluminio richiedono un'attenta geometria del canale per gestire la maggiore viscosità dell'alluminio alla temperatura di fusione e il rischio di solidificazione prematura durante il riempimento. Le velocità di gate per l'alluminio in genere sono target da 40 a 60 m/sec e il profilo di iniezione (fase lenta, fase veloce e pressione di intensificazione) deve essere programmato con precisione per evitare un riempimento turbolento, che è il principale fattore di porosità nei getti di alluminio.
Gestione termica e durata dello stampo
Entrambi i tipi di stampi si basano su canali interni di raffreddamento ad acqua o olio per gestire il calore, ma gli stampi in alluminio a camera fredda sono soggetti a shock termici più elevati a causa del maggiore differenziale di temperatura tra l'alluminio fuso (~680°C al momento della fusione) e la temperatura superficiale dello stampo (tipicamente mantenuta a 180–260°C). Questo ciclo termico è il motore principale del controllo termico: la rete di sottili crepe superficiali che alla fine degrada la qualità della superficie dello stampo. Le matrici H13 a camera fredda per alluminio hanno generalmente una durata utile di Da 100.000 a 300.000 colpi , mentre gli stampi in zinco a camera calda possono raggiungere 1 milione di scatti o più prima di richiedere una rilavorazione significativa.
Porosità: la sfida chiave della qualità in entrambi i metodi
La porosità (vuoti all'interno del pezzo fuso causati da gas intrappolato o ritiro) è il difetto principale nella pressofusione, indipendentemente dal metodo utilizzato, ma le sue cause e soluzioni differiscono tra i processi a camera calda e fredda.
Nella camera calda die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Nella pressofusione a camera fredda, il manicotto aperto è la principale fonte di ingresso d'aria. Man mano che lo stantuffo avanza, deve spingere davanti al metallo un nucleo d'aria contenuto nel manicotto. Velocità di ripresa lenta adeguata, in genere da 0,1 a 0,5 m/sec durante la prima fase: consente la formazione di un'onda di metallo che spinge l'aria verso i pozzetti di troppo pieno e gli sfiati prima che inizi l'iniezione rapida. Sbagliare questo punto di transizione anche di pochi millimetri di corsa dello stantuffo può comportare livelli di porosità più alti del 10-20% nella parte finita. La pressofusione assistita sotto vuoto, che evacua la cavità dello stampo e il manicotto prima dell'iniezione, può ridurre la porosità nelle parti in alluminio a camera fredda a livelli che consentono il trattamento termico e la saldatura strutturale, capacità non possibili con le pressofusioni di alluminio pressofuso convenzionalmente.
Quando scegliere la pressofusione a camera calda
La pressofusione a camera calda è la scelta giusta quando si verificano le seguenti condizioni:
- Il materiale della parte è zinco, magnesio o un'altra lega a basso punto di fusione compatibile con il sistema a collo di cigno
- I volumi di produzione sono elevati, generalmente superiori a 50.000-100.000 parti all'anno per giustificare l'investimento in attrezzature
- Il peso del pezzo è relativamente basso, generalmente inferiore a 1-2 kg per lo zinco
- La precisione dimensionale è fondamentale: la pressofusione di zinco raggiunge normalmente tolleranze di ±0,05 mm su caratteristiche critiche senza lavorazione secondaria
- Sono necessarie pareti sottili: lo zinco può essere colato su pareti con spessore inferiore a 0,5 mm con attrezzature ottimizzate
- La qualità della finitura superficiale è una priorità: i getti di zinco hanno un'eccellente superficie come fusione, adatta per la placcatura diretta o la verniciatura senza una preparazione approfondita
Le industrie comuni che utilizzano la pressofusione a camera calda includono l'elettronica di consumo (connettori, staffe, cerniere), l'automotive (corpi di serrature, componenti del sistema di alimentazione, alloggiamenti dei sensori), l'hardware (maniglie delle porte, accessori per mobili) e giocattoli e articoli di novità.
Quando scegliere la pressofusione a camera fredda
La pressofusione a camera fredda è il processo appropriato quando:
- La lega è costituita da alluminio, rame, ottone o da un materiale ad alto punto di fusione incompatibile con le apparecchiature a camera calda
- Le dimensioni e il peso delle parti superano i limiti pratici delle apparecchiature a camera calda
- Sono necessarie prestazioni strutturali: le pressofusioni di alluminio offrono rapporti resistenza/peso significativamente migliori rispetto allo zinco per le applicazioni portanti
- È necessaria la resistenza alla corrosione in ambienti difficili: lo strato di ossido naturale dell'alluminio fornisce una protezione che le leghe di zinco in alcuni ambienti non possono eguagliare senza rivestimento
- L'applicazione è nei gruppi propulsori automobilistici, nei supporti aerospaziali o nelle apparecchiature industriali in cui la combinazione di leggerezza e integrità strutturale giustifica il costo più elevato di attrezzature e macchine
Le principali applicazioni di pressofusione a camera fredda includono alloggiamenti di trasmissioni automobilistiche, blocchi motore, involucri di batterie di veicoli elettrici, telai di server di computer, corpi di valvole idrauliche e componenti di motori fuoribordo marini. Il solo mercato globale della pressofusione di alluminio è stato valutato oltre 50 miliardi di dollari nel 2023 , riflettendo il predominio della fusione di alluminio a camera fredda nella produzione moderna.
Struttura dei costi: attrezzature, tempo macchina ed economia per parte
Gli aspetti economici della pressofusione dipendono fortemente dal metodo utilizzato, poiché i due processi hanno profili di costo molto diversi.
Costi degli utensili
Gli utensili per pressofusione sono costosi indipendentemente dal metodo, perché gli stampi devono resistere a milioni di cicli di pressione in un ambiente abrasivo e termicamente impegnativo. Gli stampi in zinco a camera calda per parti moderatamente complesse in genere costano tra $ 15.000 e $ 80.000 . Gli stampi in alluminio a camera fredda per complessità paragonabili costano di più, spesso Da $ 30.000 a $ 150.000 o superiore — perché le pressioni di iniezione più elevate richiedono una costruzione dello stampo più robusta e un'ingegneria del circuito di raffreddamento più complessa. Possono essere utilizzati stampi strutturali a camera fredda di grandi dimensioni per applicazioni automobilistiche $ 500.000 o più .
Costo per parte e volume di pareggio
Poiché la pressofusione ha costi fissi elevati (attrezzature, installazione) e costi variabili per parte relativamente bassi (metallo, tempo macchina, manodopera), entrambi i metodi sono più economici con volumi elevati. Il punto di pareggio, ovvero il punto in cui la pressofusione diventa più economica rispetto ad alternative quali la fusione in sabbia, la fusione a cera persa o la lavorazione meccanica dalla billetta, varia in base alla complessità della parte, ma generalmente viene raggiunto a metà strada tra 10.000 e 50.000 parti per zinco a camera calda e 20.000 e 100.000 parti per alluminio a camera fredda, a seconda delle dimensioni del pezzo e della complessità delle caratteristiche.
Il costo del materiale è un altro elemento di differenziazione. La lega di zinco (Zamak 3) costa all'incirca $ 2,00– $ 2,50 al kg ai prezzi tipici dei contratti industriali. La lega di alluminio A380 si avvicina $ 2,50– $ 3,50 al kg , ma la densità inferiore dell'alluminio (2,7 g/cm³ rispetto ai 6,6 g/cm³ dello zinco) significa che per un dato volume della parte, una fusione di alluminio utilizza molto meno metallo in peso, compensando parzialmente la differenza di prezzo.
Variazioni emergenti sui metodi di pressofusione a due anime
Sebbene la camera calda e la camera fredda rimangano i due metodi fondamentali di pressofusione, sono state sviluppate diverse varianti di processo per risolvere i limiti specifici di ciascuno.
Pressofusione sottovuoto
Applicato a entrambi i metodi, ma particolarmente importante per l'alluminio a camera fredda, la pressofusione sotto vuoto evacuata la cavità dello stampo e il manicotto prima dell'iniezione, riducendo la porosità del gas a livelli che consentono il trattamento termico T5 e T6. Ciò rende le fusioni strutturali in alluminio saldabili e adatte per applicazioni critiche per la sicurezza come strutture antiurto automobilistiche e componenti delle sospensioni. Le macchine a camera fredda assistite da vuoto aggiungono costi e complessità ma possono ridurre il tasso di scarti dal 30 al 50% in applicazioni sensibili alla porosità.
Pressofusione semisolida (Thixocaling e Reocasting)
I processi di fusione del metallo semisolido – thixocasting e rheocasting – iniettano il metallo in uno stato semisolido, simile a un impasto liquido, anziché completamente fuso. Ciò riduce drasticamente la porosità perché il metallo non trasporta il gas disciolto allo stesso modo del metallo completamente liquido e il modello di riempimento non turbolento intrappola molta meno aria. I processi semisolidi sono costruiti attorno a piattaforme di macchine a camera fredda, ma utilizzano profili di stampa modificati e una preparazione specializzata della billetta. Il risultato sono pezzi fusi con proprietà meccaniche che si avvicinano a quelle dei pezzi forgiati. Le parti in alluminio reofuso A356 raggiungono resistenze alla trazione superiori 310 MPa con allungamento pari o superiore al 10%. — significativamente migliore rispetto ai getti convenzionali A380 a camera fredda.
Colata a compressione
La fusione a compressione, a volte classificata come terza categoria di pressofusione, combina i principi della pressofusione e della forgiatura. Il metallo viene versato in uno stampo aperto, quindi un punzone applica la pressione da 50 a 150MPa man mano che il metallo solidifica, eliminando completamente la porosità da ritiro. Il processo utilizza piattaforme di macchine a camera fredda e produce parti con porosità prossima allo zero ed eccellenti proprietà meccaniche, ma è più lento e più costoso della fusione convenzionale a camera fredda. Viene utilizzato per componenti aerospaziali, pinze freno automobilistiche e altre applicazioni ad alto stress.
Come selezionare il metodo di pressofusione giusto per il tuo pezzo
La scelta del processo di pressofusione corretto inizia dalla lega, poiché nella maggior parte dei progetti la lega non è negoziabile. Se i requisiti tecnici richiedono l’alluminio – in termini di peso, resistenza o prestazioni termiche – la camera fredda è l’unica opzione pratica nella pressofusione. Se lo zinco è accettabile o preferito per la sua precisione, capacità di parete sottile e compatibilità con la placcatura, la camera calda diventa la via più rapida ed economica.
Dopo la selezione della lega, le seguenti domande aiutano a restringere la decisione:
- Qual è il volume annuale? Entrambi i metodi necessitano di volume per essere economici, ma l'alluminio a camera fredda richiede più volume per compensare i costi di attrezzaggio più elevati.
- Qual è il peso della parte e il peso previsto della ripresa? Parti superiori a 2 kg in zinco sono insolite; i pezzi superiori a 5 kg in alluminio possono richiedere macchine a camera fredda molto grandi.
- Sono presenti caratteristiche sensibili alla porosità? I passaggi idraulici o i nodi strutturali a tenuta di pressione che verranno saldati richiedono una camera fredda sotto vuoto o una lavorazione semisolida.
- Quale finitura superficiale è richiesta? I getti a camera calda in zinco accettano direttamente la galvanica; i getti di alluminio a camera fredda sono generalmente verniciati a polvere, anodizzati o lasciati nudi.
- Qual è l'ambiente operativo? Temperature elevate superiori a 150°C squalificano le leghe di zinco a causa della perdita di resistenza; l'alluminio funziona bene fino a 200–250°C a seconda della lega.
Rispondere a queste domande con una fonderia di pressofusione durante la fase di progettazione, prima che vengano commissionate le attrezzature, è il modo più affidabile per arrivare al processo giusto per la tua applicazione. La revisione della progettazione per la produzione (DFM) da parte di un ingegnere esperto di pressofusione può identificare gli angoli di sformo, le transizioni dello spessore delle pareti e le posizioni della linea di giunzione che influiscono sul tipo di macchina e sul metodo di iniezione che forniranno il tasso di scarto più basso e la durata più lunga dello stampo per la geometria specifica del pezzo.