Casa / Notizia / Notizie del settore / Perché la fusione in sabbia batte la pressofusione per molte applicazioni
La risposta breve: la fusione in sabbia vince in termini di costi, flessibilità e scala
Se scegli tra fusione in sabbia e pressofusione, la decisione dipende da ciò di cui hai effettivamente bisogno. La fusione in sabbia è migliore della pressofusione quando i budget per gli utensili sono limitati, quando le parti sono grandi o geometricamente complesse, quando sono coinvolti volumi di produzione medio-bassi o quando è necessario utilizzare metalli ferrosi come acciaio e ferro. La pressofusione eccelle nella produzione in grandi volumi di piccole parti in alluminio o zinco a pareti sottili dove la finitura superficiale e la consistenza dimensionale sono fondamentali. Ma per un’ampia gamma di applicazioni industriali, ingegneristiche e prototipali, la fusione in sabbia rimane la scelta più pratica ed economica.
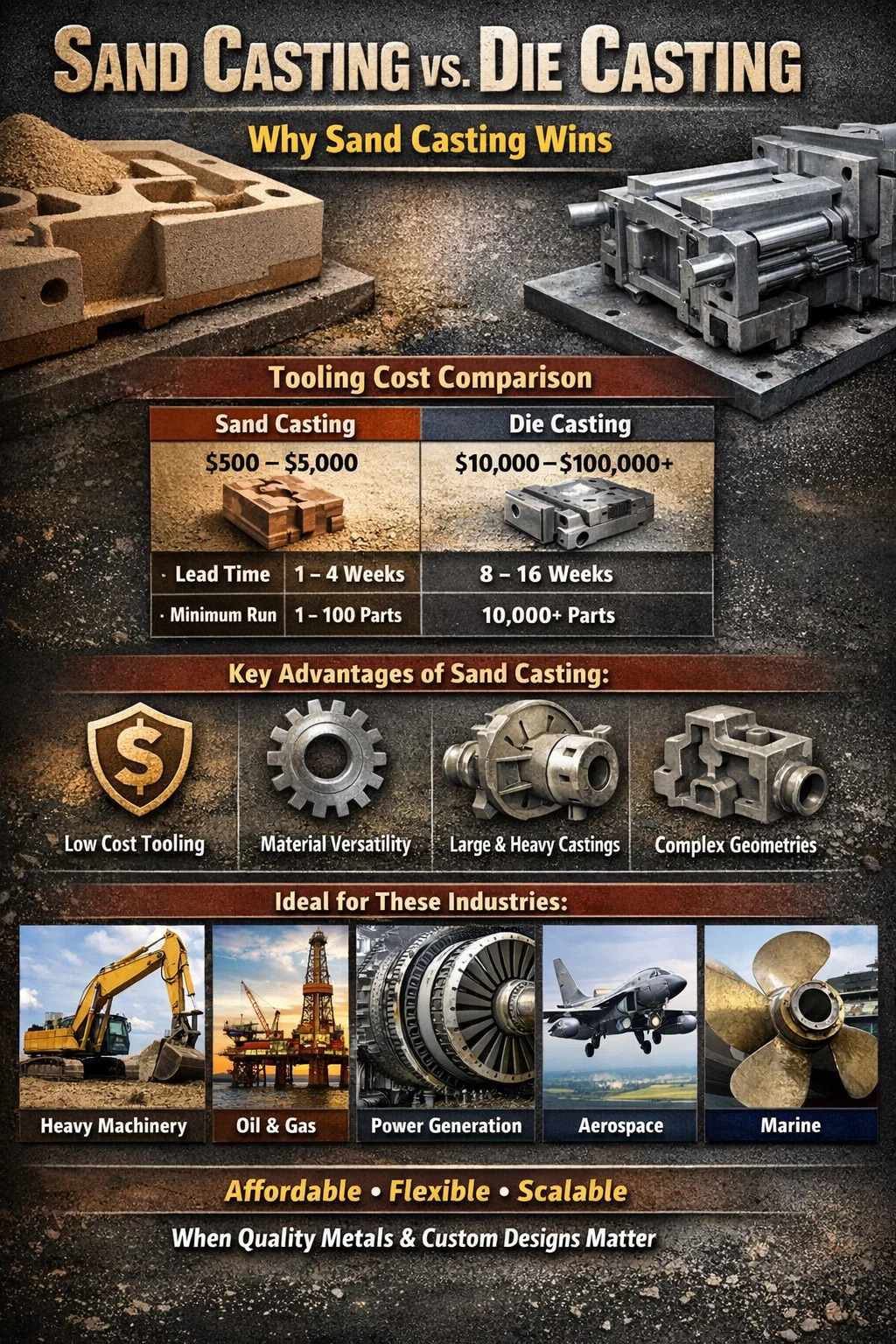
La differenza fondamentale sta negli strumenti. Uno stampo per pressofusione può costare ovunque $ 10.000 a oltre $ 100.000 , mentre un modello di fusione in sabbia in genere costa tra $ 500 e $ 5.000 . Per qualsiasi cosa che non sia una produzione di massa di centinaia di migliaia, questo divario da solo rende la decisione finanziaria più intelligente.
Costo degli utensili: dove la fusione in sabbia ha un vantaggio decisivo rispetto alla pressofusione
La pressofusione richiede stampi in acciaio temprato che devono resistere a migliaia di cicli di iniezione a pressioni estreme, spesso comprese tra 1.500 e 25.000 psi. La produzione di questi stampi richiede lavorazioni meccaniche di precisione, trattamenti termici e verifiche approfondite della qualità. Il tempo di consegna per uno stampo per pressofusione è in genere dalle 8 alle 16 settimane e, una volta costruito, le modifiche sono costose o impossibili senza rottamare l'intero strumento.
I modelli di fusione in sabbia, al contrario, sono realizzati in legno, resina o alluminio. Sono molto più semplici da produrre, più facili da modificare e notevolmente più economici. Se è necessaria una modifica al progetto dopo la produzione iniziale, un modello di fusione in sabbia può essere rielaborato o ricostruito a una frazione del costo di alterazione di uno stampo di pressofusione.
Per lo sviluppo di prototipi e l’ingegneria iterativa, questa differenza è trasformativa. Un team di prodotto che sviluppa un alloggiamento per pompa industriale o una staffa personalizzata può testare tre o quattro iterazioni di progettazione nella fusione in sabbia allo stesso costo di un singolo stampo di pressofusione. Ciò accelera i tempi di sviluppo del prodotto e riduce il rischio finanziario nelle prime fasi di un progetto.
| Fattore | Colata in sabbia | Pressofusione |
|---|---|---|
| Costo tipico degli utensili | $ 500 – $ 5.000 | $ 10.000 – $ 100.000 |
| Tempi di consegna degli utensili | 1 – 4 settimane | 8 – 16 settimane |
| Costo della modifica del progetto | Basso | Molto alto |
| Corsa minima praticabile | 1 – 100 parti | 10.000 parti |
Versatilità dei materiali: la fusione in sabbia funziona con i metalli Pressofusione Impossibile gestire
Questo è uno dei limiti tecnici più significativi della pressofusione che spesso non viene riconosciuto. La pressofusione è in gran parte limitata ai metalli non ferrosi con punti di fusione relativamente bassi, principalmente alluminio (punto di fusione ~ 1.220 ° F / 660 ° C), zinco (~ 787 ° F / 419 ° C) e magnesio (~ 1.202 ° F / 650 ° C). Il motivo è semplice: le temperature estreme richieste per fondere i metalli ferrosi distruggerebbero gli stampi in acciaio in breve tempo.
La fusione in sabbia non ha tale restrizione. Viene abitualmente utilizzato con:
- Ghisa grigia e ferro duttile (punto di fusione ~2.100°F / 1.150°C)
- Acciaio al carbonio e acciaio inossidabile (~2.500–2.800°F / 1.370–1.538°C)
- Leghe di rame e ottone (~1.750–1.980°F / 955–1.082°C)
- Leghe e superleghe di nichel utilizzate nelle applicazioni aerospaziali ed energetiche
- Alluminio e leghe di alluminio (compatibili con entrambi i processi)
Per le industrie che dipendono da componenti in ferro o acciaio, come macchinari pesanti, attrezzature edili, macchine agricole e ingegneria navale, la fusione in sabbia non è semplicemente una preferenza. È l'unica opzione di casting praticabile. Consideralo la ghisa grigia rappresenta circa il 70% di tutti i getti prodotti a livello globale e quasi tutto quel volume è realizzato tramite fusione in sabbia. Questa statistica da sola segnala dove il processo domina veramente.
La ghisa sferoidale, in particolare, offre una combinazione di resistenza alla trazione, duttilità e lavorabilità che la rende un materiale preferito per ingranaggi, alberi a gomiti, componenti idraulici e parti strutturali. Nessuna di queste applicazioni è accessibile tramite pressofusione. La fusione in sabbia è la porta d'accesso all'intera gamma di metalli tecnici, non solo al sottoinsieme che rientra nei limiti termici della pressofusione.
Dimensioni e peso della parte: bilance per fusione in sabbia dove la pressofusione non è possibile
Le macchine per pressofusione sono potenti, ma sono fisicamente vincolate. Anche le più grandi macchine per pressofusione ad alta pressione per uso commerciale riescono a produrre pezzi di peso approssimativo Da 50 a 75 libbre (da 22 a 34 kg) . Lo stampo stesso deve adattarsi alle dimensioni della piastra della macchina e le pressioni di iniezione coinvolte rendono strutturalmente poco pratiche le parti molto grandi.
La fusione in sabbia non ha quasi alcun limite in termini di dimensioni o peso. Blocchi motore, alloggiamenti di turbine, involucri di pompe, eliche di navi e corpi di valvole industriali vengono regolarmente fusi in sabbia. Pesatura di pezzi diverse tonnellate non sono rari in settori come la produzione di energia, l’estrazione mineraria e il petrolio e il gas offshore. Un singolo componente in ghisa per un grande motore diesel può pesare 500 libbre o più, completamente al di fuori della portata di qualsiasi processo di pressofusione.
Questa scalabilità significa che per gli ingegneri che lavorano su apparecchiature di grandi dimensioni o componenti strutturali, la fusione in sabbia non viene scelta come compromesso rispetto alla pressofusione: è l’unico processo in grado di produrre fisicamente ciò che è richiesto. Lo stampo viene semplicemente ricostruito ogni volta dalla sabbia, quindi non vi è alcun limite alla piastra della macchina, nessun vincolo sulla capacità dello stampo e nessun limite di pressione di iniezione su cui aggirare.
Complessità geometrica e caratteristiche interne: la fusione in sabbia offre maggiore libertà di progettazione
La pressofusione utilizza stampi metallici rigidi che devono aprirsi e chiudersi in linea retta, il che significa che ogni caratteristica della parte deve essere orientata per consentire la separazione dello stampo senza sottosquadrare l'attrezzatura. Passaggi interni complessi, cavità profonde e sottosquadri sono impossibili o richiedono costosi meccanismi di azione laterale che aggiungono spese significative allo stampo.
La fusione in sabbia utilizza stampi e anime consumabili. Un'anima è una forma di sabbia separata posizionata all'interno della cavità dello stampo per creare vuoti interni: camere cave, passaggi, canali e geometrie interne complesse che sarebbero fisicamente impossibili in uno stampo rigido. Questa capacità è il motivo per cui la fusione in sabbia viene utilizzata per blocchi motore con camicie d'acqua, collettori con passaggi di flusso interni e corpi valvola con più canali interni.
Cosa consentono le anime nella fusione in sabbia
- Passaggi di raffreddamento interni nei componenti del motore e della turbina
- Sezioni strutturali cave che riducono il peso senza sacrificare la resistenza
- Canali di flusso del fluido complessi negli alloggiamenti di pompe e valvole
- Geometrie sottosquadro che bloccherebbero una parte all'interno di uno stampo rigido
- Molteplici cavità interne che si intersecano in un'unica fusione
La pressofusione può produrre nuclei utilizzando inserti solubili o staccabili in alcune applicazioni, ma ciò aggiunge costi e complessità del processo che erode rapidamente i vantaggi in termini di efficienza offerti normalmente dalla pressofusione. Per le parti in cui la geometria interna è una priorità di progettazione, la fusione in sabbia è architettonicamente superiore.
Anche i requisiti relativi allo spessore delle pareti differiscono in modo significativo. La pressofusione può produrre pareti molto sottili, a volte sottili quanto 0,040 pollici (1 mm) — che è eccellente per componenti leggeri di consumo o automobilistici. Ma impone anche requisiti di uniformità per garantire che il flusso di metallo riempia lo stampo. La fusione in sabbia è più tollerante nei confronti della variazione dello spessore delle pareti all'interno di una singola parte, il che offre agli ingegneri progettisti una maggiore libertà nella creazione di strutture complesse con sezioni sia spesse che sottili.
Volume di produzione: perché la fusione in sabbia è migliore per tirature di volume medio-basso
L'economia della pressofusione si basa sull'ammortamento di un costo fisso di attrezzaggio molto elevato su un numero molto elevato di parti. Quando l'ammortamento funziona, ovvero quando si producono 50.000, 100.000 o 500.000 parti identiche, il basso costo unitario della pressofusione diventa convincente. Il processo di pressofusione è veloce: un tipico ciclo di pressofusione dell'alluminio richiede tra 30 e 60 secondi e le macchine possono funzionare con una manodopera minima in ambienti ad alta automazione.
Ma al di fuori di quel contesto ad alto volume, i conti si invertono. Per un acquirente che necessita di 500 alloggiamenti per collettori personalizzati all'anno, spendere 50.000 dollari per uno stampo di pressofusione significa che il solo costo delle attrezzature aggiunge 100 dollari per parte prima che una singola libbra di alluminio venga fusa. Lo stesso pezzo nella fusione in sabbia, con un modello da 3.000 dollari, aggiunge solo 6 dollari in termini di costo di attrezzatura per unità, una differenza che raramente scompare anche se si tiene conto dei tempi di ciclo più lenti della fusione in sabbia e del maggiore contenuto di manodopera per unità.
Questo è il motivo per cui i produttori di attrezzature industriali personalizzate, aerospaziali, della difesa, del petrolio e del gas fanno molto affidamento sulla fusione in sabbia. I loro volumi di produzione vanno spesso da decine a poche migliaia all'anno. In questi contesti, la fusione in sabbia non è un compromesso: è l’unica scelta economica razionale.
Volume di pareggio tra fusione in sabbia e pressofusione
Il punto in cui la pressofusione diventa più economica rispetto alla fusione in sabbia dipende dalla complessità, dalle dimensioni e dal materiale della parte. Come punto di riferimento generale:
- Per le piccole parti in alluminio di peso inferiore a 2 libbre, la pressofusione diventa spesso competitiva al di sopra 10.000–20.000 parti all'anno
- Per pezzi medi tra 2 e 10 libbre, il pareggio si sposta a 25.000–75.000 parti all'anno
- Per parti grandi o complesse, la fusione in sabbia spesso rimane conveniente a qualsiasi volume commercialmente ragionevole
Si tratta di stime approssimative e i punti di pareggio effettivi dovrebbero sempre essere calcolati per un'applicazione specifica. Ma dimostrano che la maggior parte delle applicazioni di fusione industriale, soprattutto nei settori in cui la personalizzazione, l’affidabilità e le prestazioni dei materiali contano più del prezzo unitario, rientrano bene nella zona di vantaggio della fusione in sabbia.
Porosità e proprietà meccaniche: affrontare la debolezza della pressofusione
Uno degli svantaggi meno discussi della pressofusione è il problema della porosità. Quando il metallo fuso viene iniettato in uno stampo ad alta pressione, l'aria può rimanere intrappolata all'interno della parte, creando vuoti microscopici (porosità) che compromettono l'integrità strutturale. Le pressofusioni ad alta pressione spesso non sono adatte al trattamento termico perché il calore provoca l'espansione dei gas intrappolati, causando bolle o distorsioni che rovinano la parte.
Questo è un vincolo ingegneristico significativo. Molte leghe di alluminio e magnesio sviluppano tutte le loro proprietà meccaniche solo dopo il trattamento termico di solubilizzazione e l'invecchiamento (tempra T6, ad esempio). Se il processo di fusione stesso impedisce il trattamento termico, la parte finale funziona con una frazione della resistenza e della durezza potenziali del materiale. La pressofusione sotto vuoto e la fusione a pressione possono ridurre la porosità, ma si tratta di processi premium che aggiungono costi e non sono universalmente disponibili.
La colata in sabbia, poiché riempie lo stampo a velocità inferiore in condizioni di gravità o bassa pressione, produce molto meno gas intrappolato. Le parti fuse in sabbia possono in genere essere trattate termicamente senza problemi, consentendo di ottenere tutte le proprietà della lega. Per le applicazioni strutturali nel settore aerospaziale, automobilistico o delle apparecchiature pesanti in cui la certificazione dei materiali e le proprietà meccaniche sono fondamentali, questo rappresenta un vantaggio decisivo.
Inoltre, i componenti in ghisa in sabbia, in particolare la ghisa duttile, presentano un'eccellente lavorabilità, smorzamento delle vibrazioni e resistenza all'usura. Si tratta di proprietà inerenti al materiale e completamente accessibili attraverso il processo di fusione in sabbia, senza le limitazioni di porosità che limitano le applicazioni di pressofusione.
Tempi di consegna per nuove parti: la fusione in sabbia consente di ottenere parti più rapidamente nelle fasi iniziali
Quando è necessaria rapidamente una nuova parte, sia per la valutazione del prototipo, la sostituzione di emergenza o la produzione pilota, il vantaggio in termini di tempi di consegna della fusione in sabbia è sostanziale. Poiché i modelli di fusione in sabbia sono semplici e veloci da produrre, spesso è possibile consegnare una fusione del primo articolo da 2 a 6 settimane dalla finalizzazione della progettazione. Alcune fonderie specializzate nella fusione in sabbia a rotazione rapida possono fornire prototipi fusi in pochissimo tempo Da 5 a 10 giorni lavorativi .
Rispetto alla pressofusione, dove la sola attrezzatura richiede dalle 8 alle 16 settimane prima che venga realizzata una singola parte di produzione, il vantaggio temporale della fusione in sabbia durante lo sviluppo di un nuovo prodotto è enorme. Per le aziende con programmi di lancio aggressivi o per situazioni di manutenzione in cui un componente critico necessita di una sostituzione rapida, questa differenza può tradursi direttamente in tempi di inattività ridotti, time-to-market più rapido e minori rischi di programma.
Ciò rende anche la fusione in sabbia la scelta standard per le parti di ricambio su macchinari obsoleti o apparecchiature obsolete dove non rimangono attrezzature esistenti. Quando una pressa industriale di 30 anni ha bisogno di un alloggiamento in ferro sostitutivo originariamente realizzato da un'azienda che non esiste più, la fusione in sabbia consente di realizzare un nuovo modello da un disegno tecnico o un campione fisico e di riprodurre la parte a un costo ragionevole. Ricreare uno stampo per pressofusione per un singolo pezzo di ricambio sarebbe economicamente assurdo.
Settori specifici in cui la fusione in sabbia supera la pressofusione
Comprendere quali settori si affidano alla fusione in sabbia piuttosto che alla pressofusione aiuta a chiarire dove si concentrano i vantaggi reali. Questi settori scelgono costantemente la fusione in sabbia perché i loro requisiti tecnici e commerciali sono in linea con ciò che il processo sa fare meglio.
Attrezzature per petrolio e gas
I corpi delle valvole, gli involucri delle pompe, i collettori e i componenti delle teste dei pozzi richiedono acciaio o ghisa duttile, devono sopportare pressioni estreme e sono spesso prodotti in bassi volumi per applicazioni specifiche. La fusione in sabbia offre la compatibilità dei materiali, la capacità della geometria interna e l'integrità meccanica richieste da queste applicazioni. La pressofusione non può competere qui.
Attrezzature minerarie e pesanti
Le ganasce del frantoio, i denti della benna, le piastre antiusura e i componenti strutturali dei macchinari minerari sono realizzati in acciaio al manganese, ferro cromato e altre leghe ferrose dure che la pressofusione non può elaborare. I componenti di questo settore pesano abitualmente centinaia di chili, ben oltre la capacità di qualsiasi macchina per pressofusione. La fusione in sabbia è l’unico percorso di produzione praticabile.
Generazione di energia
Gli alloggiamenti delle turbine, gli involucri delle giranti e le campane dei generatori realizzati in acciaio inossidabile o leghe di nichel per centrali elettriche e turbine industriali sono universalmente fusi in sabbia. La combinazione di requisiti di materiale, dimensioni del pezzo e bassi volumi di produzione annua rende la pressofusione economicamente e tecnicamente impossibile per queste applicazioni.
Prototipazione aerospaziale e della difesa
Anche in un settore in cui la precisione è fondamentale, la fusione in sabbia è ampiamente utilizzata per lo sviluppo di prototipi e parti strutturali a basso volume. La capacità di iterare rapidamente, utilizzare leghe aerospaziali e produrre parti che possono essere completamente trattate termicamente e testate meccanicamente rende la fusione in sabbia uno strumento standard nei programmi di fusione aerospaziale prima di impegnarsi in processi di produzione più costosi.
Marina e costruzione navale
Le eliche delle navi, i telai dei timoni e i componenti strutturali delle navi marine sono spesso enormi e realizzati in bronzo resistente alla corrosione, bronzo al nichel-alluminio o acciaio inossidabile. La fusione in sabbia è l’unico processo in grado di soddisfare questi requisiti ed è stato per secoli il metodo standard per la produzione di componenti marini.
Quando la pressofusione è effettivamente la scelta migliore
Una risposta completa richiede di riconoscere dove la pressofusione vince davvero. La pressofusione è superiore alla fusione in sabbia in tre scenari ben definiti:
- Produzione in grandi volumi di piccoli pezzi non ferrosi: Quando si producono centinaia di migliaia di parti in alluminio, zinco o magnesio all'anno, i costi per unità della pressofusione sono imbattibili. Le maniglie delle portiere delle automobili, gli involucri elettronici e gli alloggiamenti di piccoli elettrodomestici sono esempi classici.
- Finitura superficiale e consistenza dimensionale: La pressofusione produce parti a forma di rete o quasi a forma di rete con finiture superficiali di 32–63 Ra micropollici e tolleranze dimensionali che spesso non richiedono alcuna post-lavorazione. La fusione in sabbia produce in genere superfici più ruvide (125–500 micropollici Ra) e richiede una maggiore lavorazione per raggiungere tolleranze ristrette.
- Strutture leggere a parete sottile: Quando il progetto richiede pareti inferiori a 3 mm che necessitano ancora di integrità strutturale, l'iniezione ad alta pressione della pressofusione garantisce il riempimento completo. La fusione in sabbia alimentata per gravità può avere difficoltà a riempire in modo affidabile sezioni estremamente sottili.
Riconoscere questi vantaggi rende il confronto onesto. La pressofusione non è un processo inferiore: è un processo ottimizzato per una serie specifica di condizioni. Quando tali condizioni non vengono soddisfatte, la fusione in sabbia è la risposta migliore nella maggior parte degli scenari rimanenti.
Considerazioni ambientali e operative
La fusione in sabbia presenta un vantaggio in termini di sostenibilità spesso trascurato: la sabbia è riciclabile. Le moderne fonderie recuperano e riutilizzano 90% o più della sabbia di modellatura attraverso sistemi di recupero termico o meccanico. Sebbene la pressofusione non utilizzi allo stesso modo materiali di consumo, l’intensità energetica della manutenzione delle macchine per pressofusione (grandi presse idrauliche, stampi a temperatura controllata e sistemi di iniezione ad alta pressione) è considerevole.
Anche il tasso di scarto nella pressofusione è un fattore determinante. Poiché il metallo iniettato nello stampo riempie anche canali, traboccamenti e biscotti (il disco di metallo del manicotto di stampaggio), i tassi di scarto della pressofusione possono variare 20-40% del metallo totale consumato in una parte tipica, sebbene gran parte di questa sia riciclabile. I tassi di scarto della colata in sabbia, in particolare del ferro, sono spesso inferiori in termini assoluti per unità di metallo consegnato quando le dimensioni dei pezzi sono di grandi dimensioni.
Dal punto di vista dell’impronta operativa, le fonderie di colata in sabbia sono accessibili in più località geografiche a livello globale. La pressofusione richiede macchine utensili di precisione per la produzione di stampi e macchine per colata di grandi dimensioni che rappresentano un investimento di capitale significativo. Per i produttori nei mercati in via di sviluppo o per l’approvvigionamento della catena di fornitura regionale, la capacità delle fonderie di colata in sabbia è molto più ampiamente disponibile, il che riduce i costi logistici e i rischi della catena di fornitura.
Sommario: Scelta della fusione in sabbia rispetto alla pressofusione
La domanda se la fusione in sabbia sia migliore della pressofusione non ha un’unica risposta universale, ma ha una risposta chiara per la maggior parte delle applicazioni di fusione incontrate nella pratica industriale e ingegneristica. La fusione in sabbia è la scelta migliore quando:
- I volumi di produzione sono inferiori a 10.000–25.000 parti all'anno per dimensioni tipiche
- Il materiale richiesto è ferro, acciaio, acciaio inossidabile, lega di rame o qualsiasi metallo ferroso
- Le dimensioni o il peso del pezzo superano ciò che le macchine per pressofusione possono fisicamente ospitare
- L'iterazione della progettazione è probabile e i costi di modifica degli strumenti devono essere mantenuti bassi
- Sono necessarie geometrie interne, nuclei o passaggi complessi
- Il trattamento termico della fusione finale è necessario per ottenere proprietà meccaniche complete
- La consegna rapida dei primi articoli o dei prototipi è una priorità
- Le parti di ricambio per apparecchiature legacy o personalizzate devono essere riprodotte
La pressofusione si guadagna il suo posto nella produzione automobilistica e di consumo ad alto volume, dove le parti in alluminio e zinco devono essere prodotte rapidamente, con un'eccellente finitura superficiale, al costo unitario più basso possibile. Ma la fusione in sabbia copre una gamma molto più ampia di esigenze ingegneristiche, gestisce una più ampia varietà di materiali, è scalabile da singoli prototipi a migliaia di parti e rimane economicamente vantaggiosa in scenari in cui gli aspetti economici della pressofusione semplicemente non funzionano. Per qualsiasi ingegnere o professionista dell'approvvigionamento che valuta le opzioni del processo di fusione, la fusione in sabbia dovrebbe essere il punto di partenza e l'onere della giustificazione dovrebbe risiedere nell'abbandono di essa, non nella scelta.