Casa / Notizia / Notizie del settore / Come viene eseguita la pressofusione? Processo, metodi e materiali
La risposta breve: come funziona la pressofusione
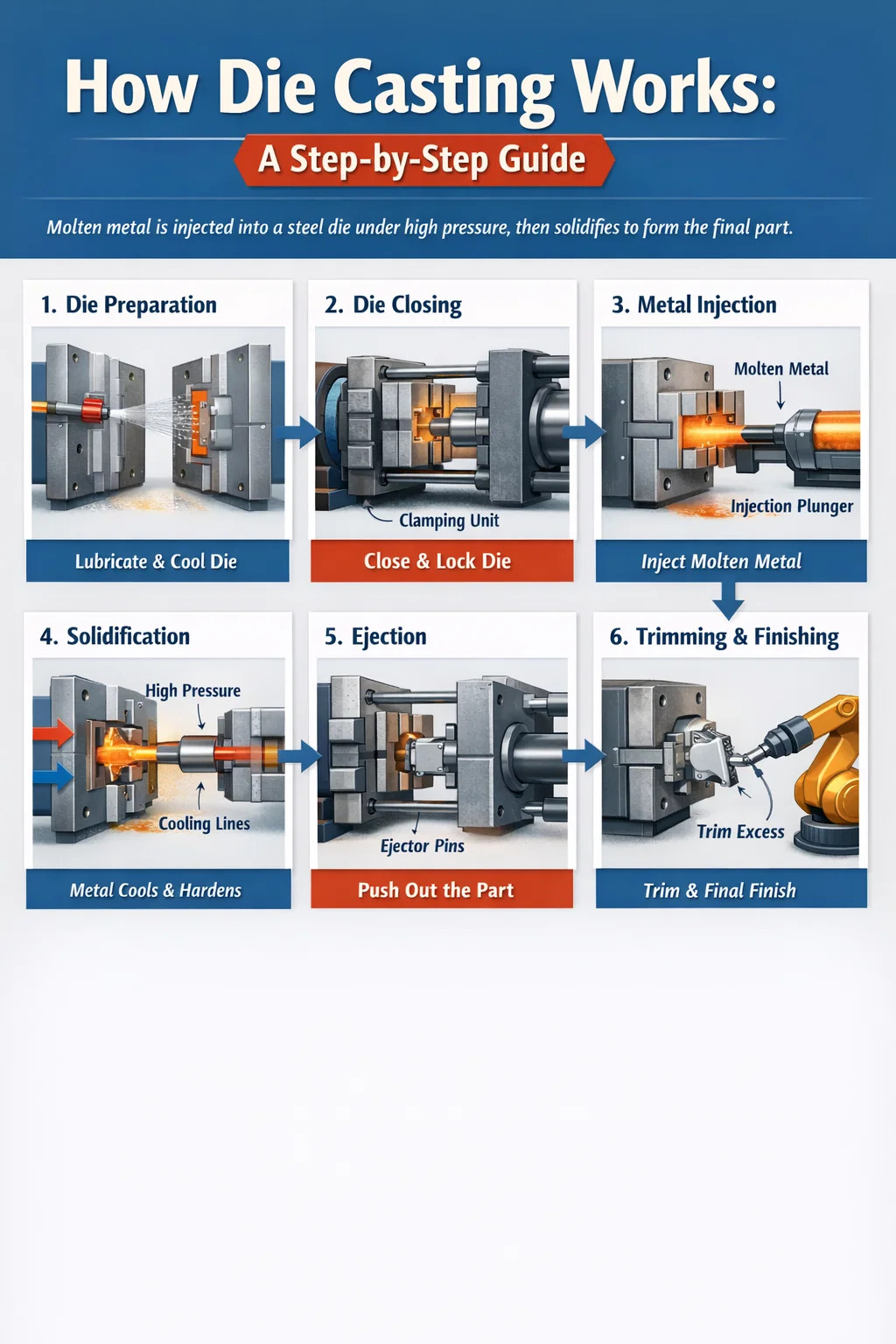
Pressofusione è un processo di formatura del metallo in cui il metallo fuso viene iniettato ad alta pressione in uno stampo di acciaio temprato, chiamato stampo, e mantenuto lì finché il metallo non si solidifica nella forma esatta della cavità. Una volta solido, lo stampo si apre, i perni di espulsione spingono fuori il pezzo e il ciclo ricomincia. Un singolo dado può ripetere questa sequenza centinaia di migliaia di volte prima di consumarsi.
Il processo viene utilizzato principalmente con leghe non ferrose: alluminio, zinco, magnesio e metalli a base di rame. Le pressioni di iniezione variano tipicamente da 1.500 psi a oltre 25.000 psi , che è ciò che consente alla pressofusione di produrre parti con pareti sottili, tolleranze strette (spesso ± 0,002 pollici) e finiture superficiali lisce come se fossero fuse senza lavorazioni meccaniche successive.
Se hai bisogno di decine di migliaia di parti metalliche identiche (staffe automobilistiche, alloggiamenti elettronici, raccordi idraulici, componenti di elettrodomestici), la pressofusione è quasi sempre il metodo di produzione più conveniente una volta assorbito il costo iniziale delle attrezzature.
Il processo di pressofusione passo dopo passo
Capire come viene eseguita la pressofusione richiede di attraversare ogni fase del ciclo produttivo. Anche se diverse macchine e leghe introducono variazioni, la sequenza fondamentale è coerente in tutto il settore.
Fase 1: preparazione e lubrificazione dello stampo
Prima di ogni iniezione, le metà dello stampo vengono spruzzate con un lubrificante o un agente distaccante. Ciò ha due scopi: aiuta la fusione solidificata a essere espulsa in modo pulito senza attaccarsi e raffredda leggermente la superficie dello stampo per mantenere un profilo termico coerente. I lubrificanti per stampi a base acqua sono la scelta più comune nelle officine moderne perché riducono il fumo e rispettano le normative ambientali. Il ciclo di spruzzatura richiede in genere da due a cinque secondi ed è automatizzato su linee ad alto volume.
Passaggio 2: chiusura e bloccaggio dello stampo
La macchina per pressofusione serra insieme le due metà dello stampo con una forza enorme. Questa forza di bloccaggio viene misurata in tonnellate e deve superare la forza che il metallo fuso pressurizzato eserciterà sulle facce dello stampo durante l'iniezione. Una macchina da 500 tonnellate mantiene lo stampo chiuso con una forza di serraggio di 500 tonnellate. Le macchine vanno da meno di 100 tonnellate per piccole parti in zinco fino a 4.000 tonnellate o più per componenti strutturali in alluminio di grandi dimensioni. Se la forza di serraggio è insufficiente, il metallo fuso può fuoriuscire tra le metà dello stampo, creando alette sottili sulla parte e danneggiando potenzialmente l'attrezzatura.
Passaggio 3: iniezione di metalli
Questo è il passo decisivo. Il metallo fuso viene spinto nella cavità dello stampo attraverso un sistema di canali (un canale di colata, guide e punti di accesso) che dirigono il flusso nella geometria della parte. Nelle macchine a camera fredda, una dose misurata di metallo viene versata con un mestolo o automaticamente in un manicotto e uno stantuffo idraulico la spinge in avanti. Nelle macchine a camera calda, il meccanismo di iniezione è immerso nel bagno di metallo fuso e attira direttamente una carica precisa. La velocità di iniezione può essere regolata in fasi: una prima fase lenta riempie il sistema di canali e una seconda fase veloce riempie la cavità del pezzo per evitare la solidificazione prematura. I tempi di riempimento della cavità stessa sono spesso compresi tra 10 e 100 millisecondi.
Fase 4 – Intensificazione e solidificazione
Immediatamente dopo il riempimento della cavità, la macchina applica una pressione di intensificazione (un aumento di pressione secondario e più elevato) per compattare più metallo e compensare il ritiro man mano che la fusione si solidifica. Questa pressione viene mantenuta per un tempo di permanenza, tipicamente da uno a trenta secondi, a seconda dello spessore della parete e della lega. Lo stampo stesso funge da dissipatore di calore; i suoi canali di raffreddamento interni trasportano acqua o olio termico per estrarre il calore in modo rapido e coerente. Un raffreddamento più rapido consente tempi di ciclo più brevi e una microstruttura più fine nel pezzo finito.
Passaggio 5: apertura della matrice ed espulsione della parte
Una volta che il metallo si è sufficientemente solidificato, l'unità di bloccaggio si ritrae e le metà dello stampo si separano. La fusione rimane su una metà (la metà dell'espulsore) perché gli angoli di sformo e la geometria sono progettati in questo modo. I perni dell'espulsore, ovvero barre di acciaio temprato inserite nello stampo, avanzano e spingono la parte libera. I perni lasciano piccoli segni circolari sulle superfici non critiche della fusione. Un robot o un operatore umano rimuove la parte e il ciclo ricomincia.
Passaggio 6: rifinitura e finitura
La fusione grezza esce attaccata al sistema di guida e cancello e spesso presenta sottili bave lungo le linee di giunzione. Uno stampo di rifinitura in una pressa idraulica taglia via le guide e la bava in eccesso in un unico colpo. Ulteriori finiture dipendono dall'applicazione: granigliatura per superfici cosmetiche, lavorazione CNC per fori filettati o fori precisi, trattamento termico per leghe strutturali di alluminio e rivestimenti superficiali come anodizzazione, verniciatura a polvere o cromatura.
Pressofusione a camera calda e pressofusione a camera fredda
I due principali tipi di macchine sono adatti ciascuno a una diversa gamma di leghe. Scegliere il tipo sbagliato per un dato materiale distruggerà la macchina o produrrà parti di scarsa qualità.
| Caratteristica | Camera Calda | Camera fredda |
|---|---|---|
| Ubicazione del sistema di iniezione | Immerso nel metallo fuso | Separato dal forno |
| Leghe compatibili | Zinco, magnesio, piombo, stagno | Alluminio, ottone, magnesio (alta temperatura) |
| Velocità del ciclo | Più veloce (fino a 18 colpi/min per lo zinco) | Più lento (il mestolo manuale aggiunge tempo) |
| Pressione massima di iniezione | ~2.500 PSI | Fino a 25.000 PSI |
| Intervallo di dimensioni della parte | Da piccolo a medio | Da piccolo a molto grande |
| Tendenza alla porosità | Più in basso | Moderato (gestito dal controllo del processo) |
Le macchine a camera calda non possono essere utilizzate con l'alluminio perché l'alluminio dissolve il ferro alle temperature tipiche della colata, attaccando rapidamente il collo d'oca in acciaio e lo stantuffo del sistema di iniezione sommerso. Le macchine a camera fredda sono la scelta corretta per la pressofusione dell'alluminio: il metallo viene fuso in un forno di attesa separato ed entra nel manicotto solo immediatamente prima dell'iniezione, limitando il tempo di esposizione.
Materiali utilizzati nella pressofusione
La scelta della lega guida quasi tutte le altre decisioni del processo: tipo di macchina, materiale dello stampo, tempo di ciclo e proprietà della parte finale. Queste sono le quattro famiglie più comunemente riscontrate nelle operazioni di pressofusione commerciale.
Leghe di alluminio
L'alluminio rappresenta all'incirca 80% di tutta la produzione di pressofusione in peso nel Nord America. Le leghe più utilizzate sono A380, A383 e A360. L'A380 offre un eccellente equilibrio tra colabilità, resistenza (resistenza alla trazione massima intorno a 47.000 psi) e resistenza alla corrosione, rendendolo la scelta predefinita per gli alloggiamenti del settore automobilistico e dell'elettronica di consumo. La bassa densità dell’alluminio – circa un terzo di quella dell’acciaio – è uno dei principali motori della domanda poiché le case automobilistiche cercano componenti leggeri per soddisfare gli obiettivi di risparmio di carburante e di autonomia dei veicoli elettrici. Lo svantaggio è una temperatura di fusione più elevata (circa 650 °C/1.200 °F), che riduce la durata dello stampo rispetto allo zinco.
Leghe di zinco
Le leghe di zinco (Zamak 3, Zamak 5, ZA-8) vengono colate a temperature molto più basse (circa 780°F / 415°C), il che conferisce agli utensili una durata notevolmente più lunga, spesso oltre un milione di colpi contro i 100.000-400.000 degli stampi in alluminio. Le parti in zinco possono essere fuse con pareti estremamente sottili (fino a 0,4 mm) e dettagli superficiali molto fini, motivo per cui vengono utilizzate per hardware decorativo, corpi di serrature e piccoli componenti meccanici di precisione. Lo zinco è più denso dell'alluminio, ma i costi di lavorazione inferiori e la maggiore durata dell'utensile spesso lo rendono più economico per le piccole parti in grandi volumi.
Leghe di magnesio
Il magnesio è il metallo strutturale più leggero comunemente pressofuso, circa il 33% più leggero dell'alluminio in volume. Leghe come AZ91D e AM60B vengono utilizzate nelle strutture interne delle automobili, nei telai dei laptop e nelle carrozzerie degli utensili elettrici dove il peso è il fattore principale. Il magnesio può essere lavorato in macchine a camera calda o fredda a seconda della lega specifica e delle dimensioni del pezzo richieste. Una considerazione importante sulla produzione: il magnesio è infiammabile in forma finemente suddivisa, quindi rottami e trucioli richiedono un'attenta gestione e sistemi antincendio dedicati all'interno della struttura.
Leghe a base di rame (ottone e bronzo)
Le leghe di rame richiedono temperature di fusione più elevate, spesso superiori a 900 °C (1.650 °F), che riducono significativamente la durata dello stampo e aumentano i costi energetici. Tuttavia, le pressofusioni in ottone e bronzo offrono un'eccellente resistenza alla corrosione, una buona conduttività elettrica e un aspetto esclusivo che le rende preziose per raccordi idraulici, connettori elettrici e hardware architettonico. La pressofusione delle leghe di rame rappresenta una quota piccola ma persistente della produzione totale perché nessun altro materiale eguaglia la sua combinazione di proprietà a un costo paragonabile per le parti di medio volume.
Progettazione e attrezzaggio degli stampi
Lo stampo è l'elemento a maggiore intensità di capitale del processo di pressofusione e la sua progettazione determina direttamente la qualità della parte, il tempo di ciclo e l'economia della produzione. Uno stampo mal progettato causerà problemi che nessuna regolazione della macchina potrà risolvere completamente.
Materiali per stampi
Gli utensili per pressofusione sono quasi universalmente realizzati in acciaio per utensili per lavorazioni a caldo H13, temprato a circa 44–48 HRC. L'H13 è stato selezionato perché resiste alla fatica termica, ovvero al riscaldamento e allo spegnimento ripetuti che potrebbero rompere gli acciai di qualità inferiore nel giro di migliaia di cicli. I gradi premium di H13 con controlli chimici più rigorosi e il processo di rifusione ad arco sotto vuoto (VAR) possono prolungare significativamente la durata dello stampo. Per la produzione di alluminio in volumi molto elevati, alcune operazioni utilizzano acciai modificati come DIN 1.2367 o qualità proprietarie sviluppate dai fornitori di attrezzature.
Progettazione di sistemi di porte e canali
Il punto in cui il metallo entra nella cavità, ovvero la posizione del punto di accesso, controlla il modello di riempimento, l'intrappolamento dell'aria e il ritiro. Il software di simulazione (Magmasoft, ProCAST, Flow-3D) è ormai una pratica standard per la progettazione degli stampi, consentendo agli ingegneri di modellare il flusso del metallo, prevedere le chiusure a freddo, identificare dove è probabile che si formi la porosità e ottimizzare il posizionamento di porte e pozzi di troppo pieno prima di tagliare un singolo pezzo di acciaio. Investire nella simulazione prima della fabbricazione degli utensili in genere consente di risparmiare molto più del suo costo individuando problemi che altrimenti richiederebbero costose modifiche dello stampo.
Angoli di sformo e linee di divisione
Ogni parete verticale in una pressofusione deve avere un angolo di spoglia - una leggera rastremazione - per consentire alla parte di staccarsi dallo stampo senza trascinarsi o attaccarsi. Gli angoli di sformo tipici vanno da 1° a 3° per le superfici esterne e da 2° a 5° per i nuclei interni. In teoria, le pareti a tiraggio zero sono possibili con rivestimenti speciali o trucchi geometrici, ma aggiungono costi e rischi. La linea di divisione è il punto in cui le due metà dello stampo si incontrano; posizionarlo correttamente riduce al minimo la bava, semplifica la costruzione dello strumento e rende le superfici cosmetiche più facili da controllare.
Progettazione del sistema di raffreddamento
I canali di raffreddamento interni praticati attraverso l'acciaio dello stampo trasportano acqua a temperatura controllata. Il loro posizionamento rispetto alle sezioni spesse del pezzo, dove si concentra il calore, determina quanto uniformemente la fusione si solidifica e quanto velocemente può svolgersi il ciclo. Il raffreddamento conformale (canali che seguono i contorni della cavità dello stampo anziché essere forati direttamente) viene sempre più realizzato tramite inserti di produzione additiva, consentendo un'estrazione del calore più aggressiva nelle zone critiche e riduzioni del tempo di ciclo del 15-25% in alcune applicazioni.
Parametri chiave del processo e come sono controllati
La pressofusione non è un'operazione "imposta e dimentica". Un processo stabile e di alta qualità richiede il monitoraggio e il controllo attivi di una serie di variabili interdipendenti.
- Temperatura del metallo: Troppo caldo aumenta la porosità da ritiro e l’erosione dello stampo; troppo freddo provoca errori di funzionamento e arresti freddi. L'alluminio viene generalmente colato a una temperatura compresa tra 677 °C e 732 °C (1.250 °F – 1.350 °F) a seconda della geometria della parte e dello spessore della parete.
- Velocità di iniezione: La velocità della prima fase (lenta) riempie il corridore; la velocità della seconda fase (veloce) riempie la cavità. La velocità del punto di iniezione, ovvero la velocità con cui il metallo passa attraverso il punto di accesso nella parte, è generalmente compresa tra 100 e 180 piedi/s per l'alluminio.
- Pressione di intensificazione: Applicata immediatamente dopo il riempimento della cavità, questa pressione compatta il metallo in via di solidificazione per ridurre i vuoti di ritiro. Le pressioni di intensificazione tipiche per l'alluminio sono 8.000–15.000 psi.
- Temperatura dello stampo: Lo stampo deve raggiungere e mantenere un equilibrio termico – tipicamente 300°F–500°F (150°C–260°C) per l'alluminio – prima che le parti di produzione vengano avviate. Una trafila fredda provoca difetti superficiali; uno stampo surriscaldato prolunga il tempo del ciclo e accelera la fatica termica.
- Assistenza al vuoto: Alcuni impianti di pressofusione utilizzano linee del vuoto collegate alla cavità dello stampo per evacuare l'aria prima dell'iniezione. La rimozione dell'aria riduce la porosità del gas e consente velocità di iniezione più elevate senza intrappolare il gas nella parte, aspetto particolarmente utile per i componenti strutturali che verranno trattati termicamente o saldati.
Le moderne macchine per pressofusione registrano i dati di processo di ogni stampata (posizione dello stantuffo, velocità, curve di pressione) in tempo reale. I grafici statistici di controllo del processo segnalano quando i parametri escono dai limiti stabiliti, consentendo agli ingegneri di processo di correggere i problemi prima che il tasso di scarto aumenti.
Difetti comuni nella pressofusione e loro cause
Comprendere i meccanismi dei difetti è fondamentale per la risoluzione dei problemi del processo. La maggior parte dei difetti sono riconducibili a un insieme relativamente piccolo di cause profonde.
Porosità
Il difetto più diffuso nella pressofusione. Ne esistono due tipi: porosità da gas, causata dall'aria o dall'idrogeno disciolto intrappolati durante il riempimento, e porosità da ritiro, causata da una quantità di metallo insufficiente per alimentare le sezioni in contrazione mentre si solidificano. La porosità da gas si presenta tipicamente come vuoti arrotondati vicino alla superficie o nelle aree che si riempiono per ultime. La porosità da ritiro appare come vuoti irregolari e frastagliati in sezioni trasversali spesse. I rimedi includono l'assistenza del vuoto, il design ottimizzato del punto di iniezione, la pressione di intensificazione regolata e la riduzione dello spessore delle pareti attraverso la riprogettazione delle parti.
Chiusure fredde e errori di esecuzione
Una chiusura a freddo appare come una linea visibile sulla superficie di fusione dove due fronti di flusso metallico si incontravano ma non si fondevano correttamente perché si erano raffreddati troppo prima di unirsi. Un errore è un riempimento incompleto, ovvero una porzione della cavità che semplicemente non ha ricevuto abbastanza metallo prima di solidificarsi. Entrambi sono causati da una temperatura del metallo insufficiente, da una velocità di iniezione troppo bassa, da un volume di metallo inadeguato o da un eccessivo raffreddamento dello stampo. L'aumento della temperatura del metallo, della velocità di iniezione o del peso della iniezione in genere risolve questi difetti.
Saldatura ed erosione dello stampo
La saldatura avviene quando la lega di alluminio aderisce all'acciaio dello stampo, rimuovendo il materiale dalla superficie della parte durante l'espulsione e formando infine depositi sullo stampo. È guidato dalla reazione chimica tra l'alluminio fuso e il ferro nell'acciaio dello stampo, accelerata dall'elevata temperatura del metallo e dall'elevata velocità del punto di iniezione che colpisce ripetutamente la stessa superficie dello stampo. I rivestimenti protettivi (nitrurazione, rivestimenti PVD come TiAlN), il controllo della temperatura dello stampo e la lubrificazione ottimizzata riducono la frequenza di saldatura. I casi più gravi richiedono la lucidatura dello stampo o la riparazione della saldatura.
Flash
Il flash è una sottile aletta metallica che fuoriesce tra le metà dello stampo o attorno ai perni di espulsione. È causato da una forza di serraggio insufficiente, da superfici della linea di giunzione usurate o danneggiate o da un'eccessiva pressione di iniezione. La bava minore viene rimossa nella pressa di rifinitura; il flash persistente indica un problema relativo alla macchina, allo stampo o ai parametri di processo che necessita di correzione prima che peggiori.
Varianti e metodi avanzati di pressofusione
Oltre alla tradizionale pressofusione ad alta pressione, diverse varianti di processo soddisfano requisiti specifici delle parti o obiettivi di qualità che la fusione standard non può soddisfare.
Pressofusione sottovuoto
La pressofusione sotto vuoto evacua l'aria dalla cavità dello stampo immediatamente prima dell'iniezione attraverso apposite valvole a vuoto. Nei sistemi avanzati la pressione dell'aria residua nella cavità è ridotta al di sotto di 50 mbar. Il risultato è una porosità del gas notevolmente inferiore, che consente di trattare termicamente i pezzi fusi (T5 o T6) e di saldarli, funzionalità che la pressofusione standard non può ottenere in modo affidabile. Le parti strutturali automobilistiche come le torri antiurto, i montanti B e gli involucri delle batterie vengono sempre più realizzate in questo modo.
Pressofusione semisolida (Thixocaling e Reocasting)
Nella lavorazione semisolida, il metallo viene iniettato a una temperatura compresa tra liquidus e solidus, ovvero in uno stato parzialmente solidificato, simile a un impasto liquido. Poiché il metallo è più viscoso e riempie lo stampo in modo meno turbolento e più laminare, l'intrappolamento del gas è notevolmente ridotto. Le parti prodotte mediante reofusione o tixofusione possono avvicinarsi ai livelli di porosità delle parti forgiate in alcune geometrie. Il processo è più complesso e costoso da gestire rispetto alla pressofusione convenzionale, quindi è riservato a componenti di alto valore nel settore aerospaziale, degli sport motoristici e delle applicazioni automobilistiche di alta qualità.
Colata a compressione
La fusione a compressione utilizza velocità di iniezione molto più basse ma una pressione molto elevata (spesso 10.000–30.000 psi) applicata e mantenuta durante tutta la solidificazione. L'elevata pressione sostenuta sopprime la porosità e affina la microstruttura, producendo getti con proprietà meccaniche che si avvicinano a quelle dei forgiati. Le ruote in alluminio per veicoli ad alte prestazioni sono un'applicazione comune di fusione a compressione. I tempi di ciclo sono più lunghi rispetto alla pressofusione convenzionale e il processo richiede una progettazione più attenta dello stampo per la distribuzione della pressione.
Megacasting (gigacasting)
Uno sviluppo recente guidato in gran parte dall’industria dei veicoli elettrici, la mega-fusione utilizza macchine da 6.000 tonnellate o più per produrre singoli getti strutturali in alluminio che sostituiscono assemblaggi di dozzine di parti in acciaio stampate e saldate. Tesla ha reso popolare questo approccio con la fusione del sottoscocca posteriore, che consolida circa 70 singole parti in un unico scatto. Numerose altre case automobilistiche stanno ora commissionando o utilizzando celle di pressofusione simili di grande formato. Il vantaggio economico si basa sulla riduzione del numero di utensili, su linee di assemblaggio più semplici e su costi di giunzione inferiori, sebbene richieda investimenti iniziali in macchinari molto ingenti.
Pressofusione rispetto ad altri processi di fusione dei metalli
La pressofusione non è l'unico modo per fondere parti metalliche e non è sempre quello giusto. Capire dove si adatta rispetto alle alternative aiuta a selezionare il processo corretto per un determinato progetto.
| Processo | Costo degli utensili | Costo per parte (volume elevato) | Precisione dimensionale | Ideale per |
|---|---|---|---|---|
| Pressofusione ad alta pressione | Alto ($ 20.000–$ 200.000) | Molto basso | Eccellente | Parti non ferrose ad alto volume |
| Colata in stampo permanente | Moderato | Basso | Bene | Volume medio, pareti più spesse |
| Colata di investimento | Moderato | Alto | Molto alto | Geometrie complesse, leghe ferrose, aerospaziale |
| Colata in sabbia | Basso | Moderato to high | Da scarso a discreto | Basso volume, large parts, iron/steel |
La decisione in genere si riduce al volume. Gli utensili per pressofusione per una parte in alluminio costano comunemente tra $ 30.000 e $ 150.000 a seconda della complessità. Tale investimento ha senso per 50.000 o più parti all’anno, ma è difficile da giustificare per poche centinaia di unità. Per la produzione in volumi ridotti, la fusione in sabbia o la fusione a cera persa è più economica anche se il costo per pezzo è più elevato. Per le leghe ferrose (acciaio, ferro), generalmente la pressofusione non viene utilizzata affatto: la fusione a cera persa, la fusione in sabbia o la forgiatura sono le scelte appropriate.
Settori e applicazioni in cui domina la pressofusione
La combinazione di velocità, precisione e capacità di modellare la pressofusione ne ha fatto il processo di produzione predefinito per un'ampia gamma di categorie di prodotti in diversi settori.
- Automotive: Blocchi motore (in alcune configurazioni), alloggiamenti della trasmissione, corpi della pompa dell'olio, gruppi staffa, maniglie delle porte, alloggiamenti degli specchietti, ruote (squeeze cast) e componenti strutturali di carrozzeria sempre più grandi. L’automotive è il più grande mercato singolo per la pressofusione, rappresentando oltre il 50% della produzione nordamericana in valore.
- Elettronica di consumo: Gli chassis di laptop e tablet, i telai interni degli smartphone, i corpi delle fotocamere e le strutture dei dissipatori di calore beneficiano della combinazione di leggerezza, conduttività termica e rigidità strutturale dell'alluminio.
- Attrezzature industriali: Gli alloggiamenti del cambio, i corpi delle pompe, gli alloggiamenti dei motori e i corpi delle valvole sono prodotti in grandi volumi con spessore delle pareti costante e integrità a tenuta di pressione.
- Infrastruttura delle telecomunicazioni: Gli involucri delle stazioni base 5G e i componenti di gestione del calore utilizzano la pressofusione di alluminio per la combinazione di schermatura EMI, prestazioni termiche e stabilità dimensionale.
- Impianti idraulici e HVAC: Milioni di raccordi, valvole e blocchi collettori pressofusi in ottone e alluminio vengono installati ogni anno nell'edilizia residenziale e commerciale.
- Elettroutensili ed elettrodomestici: Gli alloggiamenti dei motori, le scatole degli ingranaggi e i telai strutturali per utensili elettrici, attrezzature per il prato ed elettrodomestici si affidano alla pressofusione per tolleranze strette e buona finitura superficiale a ritmi di produzione elevati.
Cosa aspettarsi in termini di tolleranze, finitura superficiale e tempi di consegna
Gli acquirenti e gli ingegneri che specificano le parti pressofuse necessitano di aspettative realistiche su ciò che il processo può e non può fornire senza operazioni secondarie.
Tolleranze dimensionali
La pressofusione raggiunge tolleranze più strette rispetto alla fusione in sabbia o alla fusione in stampo permanente, ma non è un processo di lavorazione meccanica di precisione. Tolleranze grezze da ±0,003 a ±0,005 pollici per pollice sono tipiche dell'alluminio. Le caratteristiche che richiedono un controllo più rigoroso (fori dei cuscinetti, posizioni dei fori filettati, superfici di accoppiamento) necessitano di lavorazione CNC dopo la fusione. La North American Die Casting Association (NADCA) pubblica standard di tolleranza dettagliati che rappresentano il riferimento del settore per la specifica delle parti pressofuse.
Finitura superficiale
Le superfici as-cast sull'alluminio pressofuso sono tipicamente nell'intervallo di 63-125 Ra micropollici (1,6-3,2 Ra micrometri), che è sufficientemente liscia per la maggior parte degli scopi funzionali ed estetici senza ulteriore finitura. Le pressofusioni di zinco possono ottenere superfici as-cast ancora più fini e subire direttamente la galvanica, rendendole preferite per l'hardware decorativo che sarà cromato o nichelato.
Tempi di consegna degli utensili e tempi di consegna delle parti
In genere è necessario realizzare attrezzature per uno stampo di pressofusione di alluminio moderatamente complesso Da 8 a 14 settimane dall'approvazione del progetto ai primi scatti. Gli strumenti semplici possono essere completati più velocemente; monconi grandi, multicavità o complessi possono richiedere 16-20 settimane. Una volta che gli utensili sono stati collaudati e messi in produzione, i tempi di consegna delle parti dipendono dalle quantità di tiratura e dalla pianificazione, ma generalmente sono di 3-6 settimane per gli ordini standard. Le linee dedicate ad alti volumi possono spedire parti con un preavviso più breve una volta stabilito il programma di produzione.