L'alluminio 6061 può essere pressofuso? La risposta diretta
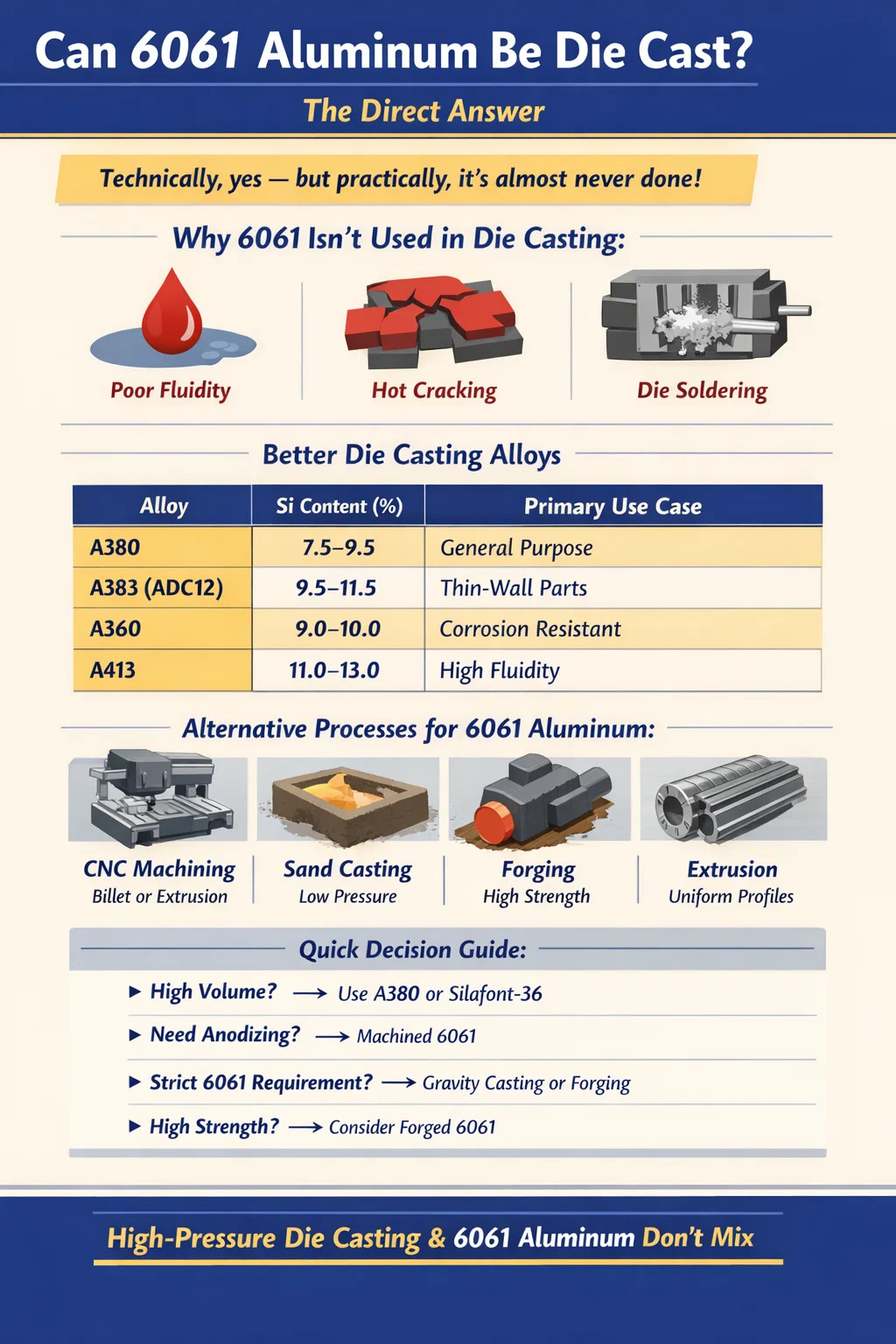
Tecnicamente sì, ma nella produzione pratica, L'alluminio 6061 non viene quasi mai utilizzato nella pressofusione e la maggior parte degli impianti di pressofusione lo sconsigliano. Il motivo è legato alla chimica delle leghe. Il 6061 è una lega di alluminio lavorato, il che significa che è stato progettato specificamente per processi come estrusione, laminazione e forgiatura, non per l'iniezione in stampi di acciaio ad alta pressione. Il suo contenuto di magnesio e silicio, pur essendo eccellente per le prestazioni strutturali dopo il trattamento termico, crea seri problemi nell'ambiente di pressofusione: scarsa fluidità, tendenza alla rottura a caldo e problemi di saldatura dello stampo che aumentano i tassi di scarto e i costi delle attrezzature.
Le leghe di alluminio che dominano il pressofusione industria sono progettati appositamente per il processo. A380, A383, A360 e ADC12 rappresentano la stragrande maggioranza dei pezzi pressofusi di alluminio in tutto il mondo proprio perché il loro contenuto di silicio, in genere compreso tra l'8% e il 12%, conferisce loro le caratteristiche di fluidità del fuso, comportamento termico e solidificazione richieste dalla pressofusione. 6061 contiene solo lo 0,4%–0,8% di silicio , ben al di sotto della soglia necessaria per una pressofusione affidabile e di grandi volumi.
Questo articolo spiega perché il 6061 si comporta in questo modo nella pressofusione, quali alternative esistono e in quali scenari la scelta di una lega diversa – o di un processo completamente diverso – produrrà risultati migliori a costi inferiori.
Comprensione dell'alluminio 6061: composizione della lega e sue implicazioni
L'alluminio 6061 è una lega della serie 6xxx, il che significa che i suoi elementi leganti primari sono magnesio (Mg) e silicio (Si). La gamma di composizione standard è la seguente:
| Elemento | Intervallo di composizione (%) | Ruolo nella lega |
|---|---|---|
| Silicio (Si) | 0,40 – 0,80 | Il rafforzamento tramite precipitati di Mg₂Si |
| Magnesio (Mg) | 0,80 – 1,20 | Elemento primario di rinforzo |
| Rame (Cu) | 0,15 – 0,40 | Resistenza aggiuntiva, riduce leggermente la resistenza alla corrosione |
| Cromo (Cr) | 0,04 – 0,35 | Controllo della struttura dei grani |
| Ferro (Fe) | Massimo 0,70 | incidentale; controllato come impurità |
| Alluminio (Al) | Saldo (~96–99) | Metallo comune |
La combinazione di Mg e Si forma il siliciuro di magnesio (Mg₂Si) che precipita durante il trattamento termico (tempra T4 o T6), che è ciò che conferisce al 6061-T6 la sua ben nota resistenza alla trazione di circa 310 MPa (45.000 psi) . Questa risposta di indurimento per precipitazione è uno dei maggiori vantaggi della lega, ma è un vantaggio di post-lavorazione, non un vantaggio di fusione.
Al contrario, il basso contenuto di silicio significa che la lega fusa ha un'elevata viscosità e un intervallo di solidificazione ristretto. Quando versato o iniettato in uno stampo, non scorre facilmente in pareti sottili o geometrie complesse. Il risultato sono riempimenti incompleti, chiusure fredde e porosità: difetti particolarmente problematici per le parti pressofuse strutturali o a tenuta di pressione.
Perché il 6061 ha prestazioni scadenti nel processo di pressofusione
La pressofusione è un processo ad alta pressione e ad alta velocità. L'alluminio fuso viene iniettato in uno stampo di acciaio a pressioni tipicamente comprese tra Da 69 a 207 MPa (da 10.000 a 30.000 psi) , ai tempi di riempimento misurati in millisecondi. La lega deve fluire istantaneamente attraverso guide e cancelli, riempire completamente le sezioni sottili e solidificarsi in modo prevedibile. 6061 crea più punti di errore in questo ambiente.
Scarsa fluidità del fuso
La fluidità nelle leghe di alluminio da colata è in gran parte governata dal contenuto di silicio. Il silicio abbassa il punto di fusione, allarga la finestra di temperatura liquido-solido e riduce la tensione superficiale nella massa fusa. Le leghe per pressofusione come A380 contengono circa l'8,5% di silicio. 6061 contiene meno dell'1%. Nei test di fluidità (ad esempio, test di fluidità a spirale), l'A380 riempie costantemente due o tre volte la lunghezza di un fuso 6061 nelle stesse condizioni. Le sezioni a parete sottile inferiori a 2 mm diventano sostanzialmente impossibili da riempire in modo affidabile con 6061.
Cracking a caldo durante la solidificazione
6061 ha un ampio intervallo di solidificazione: il divario tra liquidus (~652°C) e solidus (~582°C) è di circa 70°C. Durante questa fase semisolida, la lega è vulnerabile allo strappo a caldo: lo scheletro parzialmente solidificato si contrae, ma il metallo liquido non può fluire abbastanza velocemente attraverso i canali rimanenti per compensare. Il risultato sono crepe interne. Le leghe per pressofusione ad alto contenuto di silicio hanno intervalli di solidificazione più ristretti , il che significa che il metallo passa dallo stato liquido a quello solido più rapidamente e in modo uniforme, riducendo drasticamente il rischio di cricche a caldo.
Danni alla saldatura dello stampo e agli utensili
La saldatura dello stampo avviene quando l'alluminio si lega alla superficie dello stampo in acciaio. Il contenuto di ferro nello stampo reagisce con l'alluminio nella fusione per formare composti intermetallici ferro-alluminio (IMC Fe-Al) sulla superficie dello stampo. Il silicio agisce come un tampone: reagisce preferenzialmente con il ferro per formare fasi Fe-Si meno aderenti e più facili da rilasciare. Poiché il 6061 ha un basso contenuto di silicio, è molto più incline alla saldatura sulla faccia dello stampo. Ciò aumenta le forze di espulsione, provoca difetti superficiali sulla fusione e accelera l'erosione dello stampo. È stato segnalato che la vita della morte per 6061 nelle prove di pressofusione è stata significativamente più breve rispetto alle leghe standard per pressofusione.
Complicazioni del trattamento termico
Una delle principali attrazioni del 6061 è la sua risposta al trattamento termico T6, che aumenta la resistenza alla trazione da circa 125 MPa (18.000 psi) nello stato ricotto a circa 310 MPa (45.000 psi). Tuttavia, le parti pressofuse, anche in leghe compatibili, sono notoriamente difficili da trattare termicamente perché la rapida solidificazione nello stampo intrappola la porosità del gas. Quando un pressofuso poroso viene trattato termicamente in soluzione a temperature intorno a 530°C, il gas intrappolato si espande e provoca bolle sulla superficie. I pressocolati 6061 si troverebbero ad affrontare lo stesso problema, pur avendo già sofferto di problemi di fluidità e fessurazioni durante la fusione. Il risultato netto è che il presunto vantaggio in termini di resistenza del 6061 non può comunque essere realizzato in modo affidabile attraverso la pressofusione.
Quali leghe di alluminio vengono effettivamente utilizzate nella pressofusione
L'industria della pressofusione ha definito un breve elenco di leghe di alluminio che forniscono costantemente risultati affidabili e di alta qualità. Comprendere queste alternative è essenziale quando si valuta se perseguire la pressofusione per una parte inizialmente progettata intorno al 6061.
| Lega | Contenuto Si (%) | UTS (MPa) | Caso d'uso primario |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | Scopo generale; la lega per pressofusione più utilizzata a livello globale |
| A383 (ADC12) | 9.5 – 11.5 | ~310 | Parti complesse a parete sottile; migliore fluidità rispetto all'A380 |
| A360 | 9.0 – 10.0 | ~317 | Tenuta alla pressione, resistenza alla corrosione |
| A413 | 11.0 – 13.0 | ~296 | Massima fluidità; componenti idraulici, fusioni complesse |
| Silafont-36 (Al-Si-Mg) | 9.5 – 11.5 | Fino a ~350 (T5/T7) | Pressofusioni strutturali per autoveicoli; trattabile termicamente |
| 6061 | 0,40 – 0,80 | 310 (T6, lavorato) | Estrusione, forgiatura, lavorazione meccanica, non pressofusione |
Il solo A380 rappresenta una stima Il 60% o più di tutti i getti pressofusi di alluminio prodotti nel Nord America . La sua combinazione di buone proprietà meccaniche, eccellente colabilità e costi ragionevoli lo rende il prodotto preferito del settore. Quando i progettisti hanno bisogno di alluminio pressofuso trattabile termicamente con una resistenza più elevata, si rivolgono sempre più a leghe come Silafont-36 o Aural-2, che sono progettate da zero per combinare un buon comportamento di pressofusione con la capacità di rispondere all'invecchiamento, qualcosa che il 6061 non può offrire in una forma pressofusa.
Quando gli ingegneri specificano 6061 e perché cambiano
In molti scenari di sviluppo prodotto, gli ingegneri specificano il 6061 all'inizio di un progetto perché lo conoscono bene o perché i prototipi sono stati ricavati dalla billetta 6061. Quando i volumi di produzione aumentano e la pressofusione diventa interessante per la riduzione dei costi, la questione se mantenere il 6061 diventa un vero punto decisionale. Il risultato tipico è il passaggio a una lega per pressofusione più compatibile, ma vale la pena esaminarne la logica in dettaglio.
Requisiti di proprietà meccanica
Gli ingegneri spesso specificano il 6061-T6 per la sua resistenza alla trazione di circa 310 MPa e il limite di snervamento di 276 MPa. La domanda è se queste proprietà siano effettivamente richieste dall'applicazione o se siano state selezionate in modo conservativo in base alla familiarità. L'A380 pressofuso raggiunge un UTS di circa 317 MPa, molto vicino al 6061-T6, e un limite di snervamento di circa 159 MPa. Per le applicazioni in cui la resistenza allo snervamento è il parametro critico, come staffe strutturali o alloggiamenti portanti, l'A380 potrebbe non essere all'altezza e l'ingegnere ha due opzioni: progettare la geometria con uno spessore di parete aggiuntivo per compensare o passare a una lega per pressofusione trattabile termicamente come Silafont-36, che può raggiungere resistenze allo snervamento di 240 MPa o superiori dopo il trattamento T5/T7.
Resistenza alla corrosione
6061 è noto per una buona resistenza alla corrosione, in particolare in ambienti marini ed esterni. A380 contiene un contenuto di rame più elevato (fino al 3,5%), che ne riduce la resistenza alla corrosione rispetto al 6061. Se una parte deve resistere alla nebbia salina o essere utilizzata in un ambiente costiero senza rivestimento, A380 potrebbe richiedere un trattamento superficiale. A360 è una lega alternativa per pressofusione a basso contenuto di rame che offre una migliore resistenza alla corrosione ed è spesso specificata quando i rivestimenti di anodizzazione o conversione cromata fanno parte del processo.
Anodizzazione e finitura superficiale
6061 si anodizza eccezionalmente bene. La composizione a basso contenuto di ferro e rame produce uno strato di ossido anodico trasparente e coerente. Le leghe per pressofusione, in particolare quelle ad alto contenuto di silicio, si anodizzare male: le particelle di silicio rimangono non anodizzate e appaiono come granelli grigio scuro o neri nello strato di ossido, rendendo quasi impossibile l'anodizzazione decorativa brillante. Se il pezzo richiede un'anodizzazione chiara o colorata per ragioni estetiche, la pressofusione è il processo sbagliato, indipendentemente dalla lega. La fusione in sabbia o in stampo permanente per gravità con 6061 o leghe simili per lavorazione plastica, seguita dal trattamento T6, è il percorso migliore per le parti anodizzate a volumi moderati.
Lavorabilità
6061 è un piacere da lavorare. Produce trucioli puliti, mantiene tolleranze strette e accetta bene la filettatura e la maschiatura. Le leghe per pressofusione sono generalmente più difficili per gli utensili da taglio a causa del loro contenuto di silicio abrasivo, sebbene l'A380 rimanga abbastanza lavorabile secondo gli standard di pressofusione. Se è necessaria una post-lavorazione significativa dopo la fusione, ad esempio fori di precisione, inserti filettati o tolleranze di planarità ristrette, ciò deve essere preso in considerazione nel confronto dei costi complessivi del processo tra la pressofusione con A380 e processi alternativi utilizzando 6061.
Processoi di produzione alternativi per l'alluminio 6061
Poiché il 6061 non è adatto alla pressofusione, gli ingegneri che necessitano delle proprietà del materiale 6061 dovrebbero considerare i seguenti processi di produzione, ciascuno con i propri compromessi in termini di capacità geometrica, finitura superficiale, costo e scalabilità del volume.
Lavorazione CNC da billetta o estrusione
Per volumi medio-bassi, in genere inferiori a 1.000 parti all'anno, la lavorazione di billette 6061 o di materiale estruso è spesso l'approccio più conveniente. Macchine 6061 ad alta velocità con eccellente durata dell'utensile. Un'officina CNC competente può mantenere normalmente tolleranze di ±0,025 mm (±0,001 pollici). Il limite è lo spreco di materiale (i rapporti buy-to-fly possono essere elevati per parti complesse) e il tempo di ciclo per le geometrie complesse. Per la produzione in grandi volumi, il costo per pezzo della lavorazione supera rapidamente quello della fusione.
Colata in sabbia e fusione in stampo permanente
6061 può essere colato in sabbia o alimentato per gravità in stampi permanenti. Questi processi comportano pressioni di iniezione inferiori rispetto alla pressofusione, dando alla lega il tempo di riempire lo stampo. La fusione in sabbia 6061 è praticata nei settori aerospaziale e della difesa , dove i requisiti di certificazione dei materiali impongono la composizione della lega e la risposta al trattamento termico piuttosto che consentire la sostituzione con una lega per pressofusione standard. Il carico di snervamento dei getti in sabbia 6061 trattati con T6 rientra tipicamente nell'intervallo 220-260 MPa, leggermente inferiore al valore lavorato, ma sufficiente per molte applicazioni strutturali. I costi delle attrezzature per la fusione in sabbia sono bassi (sotto i 5.000 dollari in molti casi), rendendola fattibile per volumi che vanno da un singolo prototipo a diverse migliaia di parti all’anno.
Forgiatura
6061 è una delle leghe di alluminio più comunemente forgiate. La forgiatura allinea la struttura dei grani lungo le linee di sollecitazione del pezzo, producendo proprietà meccaniche che superano sia le parti fuse che quelle lavorate. Il 6061-T6 forgiato può raggiungere resistenze a trazione di 330–350 MPa e limiti di snervamento di 295–310 MPa — significativamente superiore alle specifiche standard della lamiera forgiata. I componenti strutturali aerospaziali, i componenti di biciclette e le parti delle sospensioni automobilistiche sono spesso forgiati dal 6061. Lo svantaggio è che gli stampi di forgiatura sono costosi (spesso $ 20.000- $ 80.000 per set di stampi) e il processo è più adatto per parti con geometria relativamente semplice e senza sottosquadri.
Estrusione
L'estrusione è probabilmente il processo nativo del 6061. La lega scorre attraverso una filiera per produrre profili di sezione trasversale lunghi e costanti ad alta velocità. Le matrici di estrusione costano dai 500 ai 3.000 dollari per i profili semplici, rendendo questo processo accessibile anche a bassi volumi. Sono realizzabili sezioni trasversali complesse con camere cave. Operazioni secondarie come il taglio a misura, la punzonatura, la foratura e la piegatura trasformano il 6061 estruso in componenti strutturali finiti. Il vincolo è che la sezione trasversale deve essere uniforme lungo la lunghezza: l’estrusione non può produrre la complessità tridimensionale raggiunta dalla pressofusione.
Thixocasting e Reocasting (lavorazione semisolida)
La lavorazione dei metalli semisolidi (SSM) è un’opzione di nicchia ma rilevante. Nella fusione thixo, una billetta 6061 appositamente preparata con una microstruttura tissotropica viene riscaldata nella gamma semisolida e iniettata in uno stampo. Poiché il materiale è parzialmente solido, scorre in modo più prevedibile, con meno turbolenze e meno porosità rispetto alla pressofusione convenzionale. Studi di ricerca lo hanno dimostrato thixocast 6061-T6 può raggiungere resistenze a trazione di 280–310 MPa , molto vicino al benchmark battuto. Il limite è il costo: il processo di preparazione della billetta (metodi SIMA o MHD) aggiunge costi e la finestra del processo è ristretta e richiede uno stretto controllo della temperatura. La lavorazione SSM del 6061 viene utilizzata nei componenti automobilistici e aerospaziali dove le prestazioni meccaniche e la geometria complessa devono coesistere, ma non è un processo di produzione tradizionale.
Pressofusione ad alta pressione rispetto ai processi a bassa pressione e gravità: impatto sulla vitalità del 6061
Vale la pena distinguere tra le diverse famiglie di processi di colata, perché le sfide con il 6061 variano in modo significativo a seconda della pressione di riempimento e della velocità.
- Pressofusione ad alta pressione (HPDC) : Pressioni di iniezione di 10.000–30.000 psi, tempi di riempimento di 10–100 ms. 6061 è del tutto inadatto. La combinazione di bassa fluidità, suscettibilità al cracking a caldo e saldatura a stampo rende impossibile una produzione affidabile su scala commerciale.
- Pressofusione a bassa pressione (LPDC) : Pressioni di 5–15 psi (0,03–0,1 MPa), velocità di riempimento molto più lente. 6061 va meglio qui. L'LPDC viene utilizzato per la produzione di ruote e alcuni getti strutturali per autoveicoli. Il riempimento più lento riduce la turbolenza e consente ad alcune leghe con fluidità inferiore di funzionare in modo accettabile. Il 6061 può essere colato a bassa pressione con un'adeguata gestione della temperatura, sebbene richieda un attento controllo del processo.
- Stampo permanente a gravità (GPM/colata in conchiglia) : Nessuna pressione applicata; il metallo si riempie per gravità. Questo è il processo di fusione più tollerante per il 6061 in termini di compatibilità della lega. I getti GPM nel 6061 possono essere trattati termicamente in modo affidabile T6 e ottenere proprietà strutturali utili. La finitura superficiale e la consistenza dimensionale sono inferiori all'HPDC, ma il processo è molto più accessibile per questa lega.
- Pressofusione assistita sotto vuoto : Una variante dell'HPDC in cui viene creato il vuoto sulla cavità dello stampo prima dell'iniezione per ridurre la porosità. Sebbene l'assistenza del vuoto migliori la densità delle parti e consenta il trattamento termico nelle leghe standard per pressofusione, non risolve i problemi fondamentali di fluidità o cracking a caldo associati al 6061 in un contesto HPDC.
La conclusione pratica è che se pressofusione significa specificamente HPDC – cosa che accade nella maggior parte delle conversazioni industriali – allora 6061 dovrebbe essere evitato. Se rientrano nell'ambito di applicazione i processi a bassa pressione o gravità, il 6061 diventa un'opzione praticabile, in particolare per le parti strutturali che richiedono un trattamento termico T6.
Confronto dei costi: pressofusione con A380 rispetto a processi alternativi con 6061
Il costo è uno dei fattori più comuni alla base della questione se pressofondere il 6061: in genere, un progettista desidera le proprietà del materiale del 6061 ma l'economia per pezzo della pressofusione. Il seguente confronto utilizza come riferimento una parte strutturale rappresentativa di moderata complessità.
| Process | Lega | Costo degli utensili (circa) | Costo per parte a 10.000/anno | Trattamento termico possibile? |
|---|---|---|---|---|
| HPDC | A380 | $ 30.000– $ 100.000 | $2–$8 | Limitato (rischio di porosità) |
| HPDC (strutturale) | Silafont-36 | $ 30.000– $ 100.000 | $ 3-$ 10 | Sì (assistito dal vuoto) |
| Gravità Perm. Muffa | 6061 | $ 5.000– $ 20.000 | $ 8-$ 20 | Sì (T6 raggiungibile) |
| Colata in sabbia | 6061 | $ 1.000 – $ 8.000 | $ 15– $ 40 | Sì (T6 raggiungibile) |
| Lavorazione CNC | 6061 billetta | $ 0– $ 5.000 (attrezzature) | $ 20– $ 80 | Sì (stock pretrattato) |
I dati mostrano che l’HPDC con A380 o una lega per pressofusione strutturale offre il costo per pezzo più basso a volumi elevati, ma richiede l’accettazione di un materiale che non sia 6061. Se il 6061 è veramente richiesto, ad esempio a causa di specifiche del materiale aerospaziale o requisiti specifici di certificazione della corrosione, allora la fusione per gravità o la lavorazione meccanica sono i percorsi economicamente razionali, accettando un costo per pezzo più elevato in cambio della lega corretta.
Alternative emergenti: leghe per pressofusione con composizione lavorata
L'industria non ha ignorato la domanda di alluminio pressofuso con proprietà vicine al 6061. Diversi sviluppatori di leghe e specialisti di fonderia hanno introdotto leghe progettate per colmare il divario tra le leghe standard per pressofusione e le composizioni di serie lavorate. Vale la pena conoscerli per gli ingegneri che stanno valutando le loro opzioni.
Castasil-37 (Al-Si-Mg, ferro basso)
Sviluppato da Rheinfelden Alloys, Castasil-37 contiene circa il 9–11% di silicio con un contenuto di ferro molto basso (inferiore allo 0,15%) e magnesio controllato. Il suo basso contenuto di ferro riduce drasticamente la tendenza alla saldatura dello stampo rispetto alle leghe standard e la lega può essere pressofusa per produrre sezioni sottili e complesse. Non corrisponde alla risposta completa al trattamento termico del 6061, ma le sue proprietà come fusione sono competitive con molte applicazioni che altrimenti prenderebbero in considerazione il 6061.
Aural-2 e Aural-5
Si tratta di leghe di alluminio primarie sviluppate appositamente per pressofusioni strutturali ad alta integrità, in particolare nel settore automobilistico dove le prestazioni in caso di incidente richiedono sia elevata resistenza che elevata duttilità. Aural-2 raggiunge valori di allungamento del 10–15% nella condizione T7 , che è paragonabile a 6061-T6. Queste leghe possono essere pressofuse utilizzando HPDC assistito da vuoto e quindi trattate termicamente senza formazione di bolle significative, rappresentando l'approssimazione più vicina disponibile alle proprietà 6061 in una forma pressofusa.
Leghe della serie 6xxx ottimizzate per HPDC (fase di ricerca)
Gruppi di ricerca accademici e industriali hanno sviluppato leghe modificate della serie 6xxx con elevate aggiunte di silicio destinate a migliorare le prestazioni di pressofusione pur mantenendo parte della risposta all'indurimento per invecchiamento. Questi non sono ancora stati stabiliti commercialmente su larga scala, ma i risultati della produzione pilota pubblicati su riviste come Journal of Materials Processing Technology suggeriscono che le leghe con il 3–5% di Si e aggiunte bilanciate di Mg possono raggiungere resistenze a trazione di 280–300 MPa dopo il trattamento T5 da HPDC. Questa rimane un'area attiva di sviluppo piuttosto che un'opzione di produzione pronta.
Guida pratica alle decisioni: scegliere tra le leghe 6061 e quelle per pressofusione
Il seguente quadro decisionale ha lo scopo di aiutare ingegneri e progettisti di prodotto a identificare rapidamente il percorso giusto per la loro situazione specifica.
- Se il tuo volume annuale supera 5.000 parti e la complessità della geometria è elevata, la pressofusione con A380 o una lega strutturale è quasi certamente il processo giusto: rivaluta se le proprietà 6061 sono realmente richieste o semplicemente familiari.
- Se è necessaria l'anodizzazione decorativa per la parte finita, la pressofusione è il processo completamente sbagliato. Utilizzare 6061 estruso o lavorato con trattamento superficiale appropriato.
- Se dalla parte fusa è richiesta una resistenza allo snervamento superiore a 200 MPa, valutare l'HPDC assistito da vuoto con Silafont-36 o Aural-2 prima di ricorrere a un processo di fusione per gravità con 6061.
- Se la specifica della lega è fissata da un cliente, da un ente normativo o da uno standard aerospaziale che cita 6061, non sostituirla. Utilizzare la fusione per gravità, la fusione in sabbia o la forgiatura.
- Se il volume è inferiore a 1.000 parti all'anno e la geometria lo consente, la lavorazione CNC dal grezzo 6061-T6 fornirà le migliori proprietà meccaniche con il minimo investimento in utensili.
- Se il risparmio di peso e l'efficienza strutturale sono i fattori principali, valutare se il 6061 forgiato è giustificabile: i pezzi forgiati possono ridurre il peso della parte del 15-30% rispetto a una parte fusa equivalente perché il rapporto resistenza/peso superiore consente sezioni più sottili.
Non esiste una risposta unica adatta a ogni prodotto. Ma il consenso costante del settore è chiaro: non tentare la pressofusione ad alta pressione con alluminio 6061 se l'obiettivo è ottenere risultati affidabili e di qualità produttiva. La discrepanza metallurgica tra la composizione del 6061 e le esigenze del processo di pressofusione non è una sfida ingegneristica da superare attraverso l'ottimizzazione del processo: è un problema fondamentale di selezione dei materiali che può essere risolto al meglio scegliendo fin dall'inizio la lega giusta per il processo giusto.