Casa / Notizia / Notizie del settore / Quali sono alcuni difetti superficiali nelle fusioni pressofuse in alluminio?
Spiegazione dettagliata della superficie comune Difetti In Fusioni pressofuse in alluminio
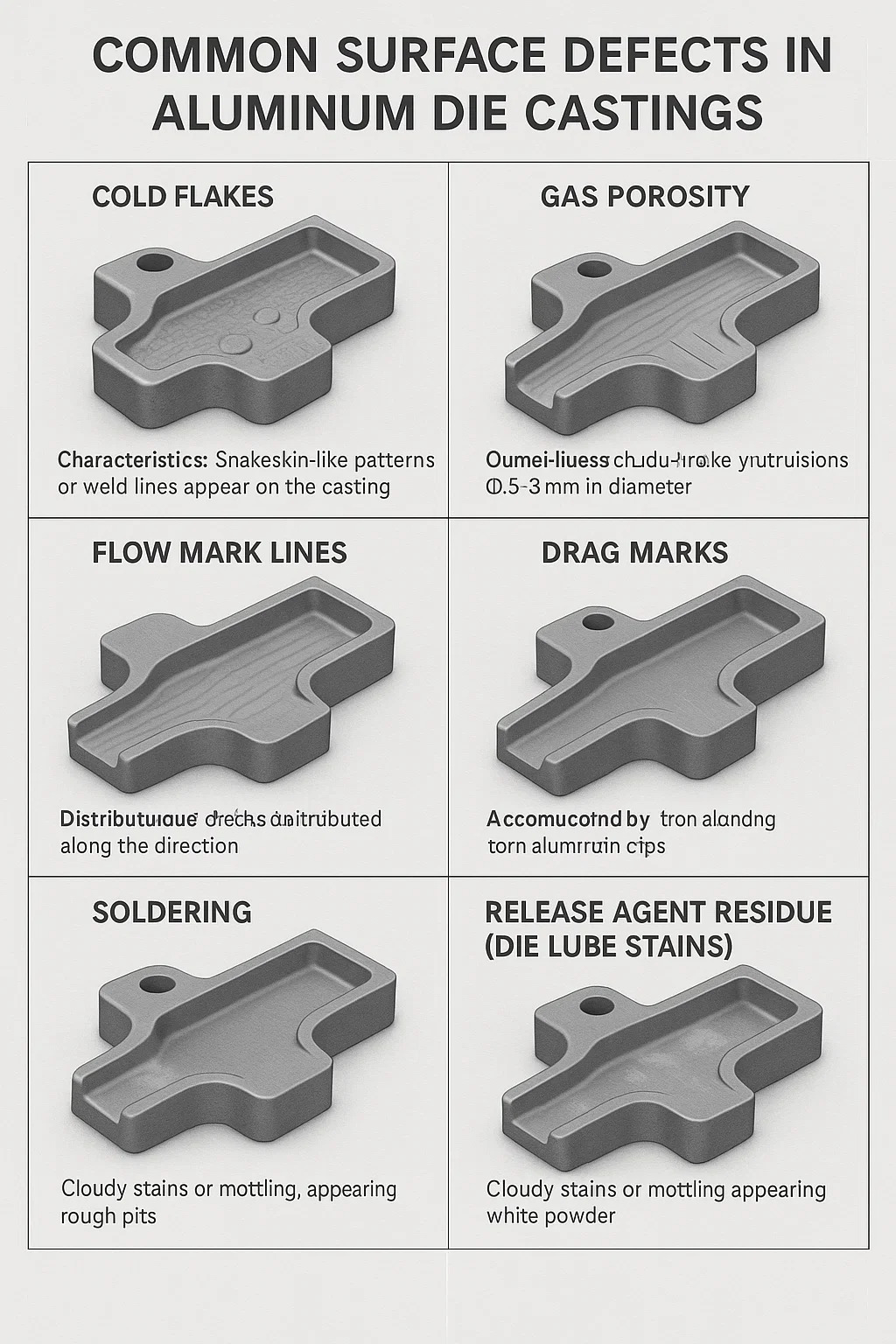
1. Fiocchi freddi
Caratteristiche: Sulla superficie di fusione compaiono motivi simili a serpenti o linee di saldatura, la cui superficie risulta irregolare.
Causa: bassa temperatura dell'alluminio fuso o bassa velocità di iniezione, con conseguente mancata fusione dei due flussi di alluminio.
Danni: forte diminuzione della resistenza strutturale, soprattutto nelle aree a pareti sottili soggette a fessurazioni.
2. Porosità del gas
Caratteristiche: Sulla superficie compaiono delle sporgenze lisce, simili a bolle (diametro 0,5-3 mm), che si rompono rivelando dei fori.
Cause:
Scarsa ventilazione della muffa (perni di espulsione/superficie di separazione bloccati)
Generazione eccessiva di vapore dell'agente distaccante
Aree ad alto rischio: radici delle costole e sommità delle cavità chiuse.
3. Segni di trascinamento
Caratteristiche: graffi lunghi e lineari lungo la direzione del tiraggio, talvolta accompagnati da scheggiature di alluminio strappate.
Cause:
Angolo di tiraggio insufficiente (ad esempio, inferiore a 1°)
Graffi o lucidatura insufficiente sulla superficie della cavità dello stampo.
4. Linee dei segni di flusso
Caratteristiche: Striature di colore ondulate distribuite lungo la direzione del flusso di alluminio fuso
Cause:
Progettazione impropria del cancello che porta a un flusso turbolento
Stratificazione della temperatura dell'alluminio (raffreddamento rapido della superficie)
5. Controllo del calore
Caratteristiche: Una rete di microfessure, che spesso si verificano nella zona di transizione spesso-sottile
Cause:
Surriscaldamento locale della muffa (sistema di raffreddamento dell'acqua guasto)
Espulsione prematura, solidificazione incompleta dell'interno della parte
6. Saldatura
Caratteristiche: La superficie di fusione aderisce all'acciaio dello stampo, formando delle cavità ruvide
Cause:
Impatto diretto dell'alluminio sull'acciaio dello stampo (ad esempio, impatto diretto del cancello sul nucleo)
Abrasione del rivestimento superficiale dello stampo
7. Residui dell'agente distaccante (macchie di lubrificante colorante)
Caratteristiche: Macchie torbide o polvere bianca, screziature dopo anodizzazione
Cause:
Scarsa atomizzazione dello spray, con conseguente accumulo negli angoli
Rimozione incompleta durante il processo di soffiaggio dell'aria