Pressofusione Processo passo dopo passo
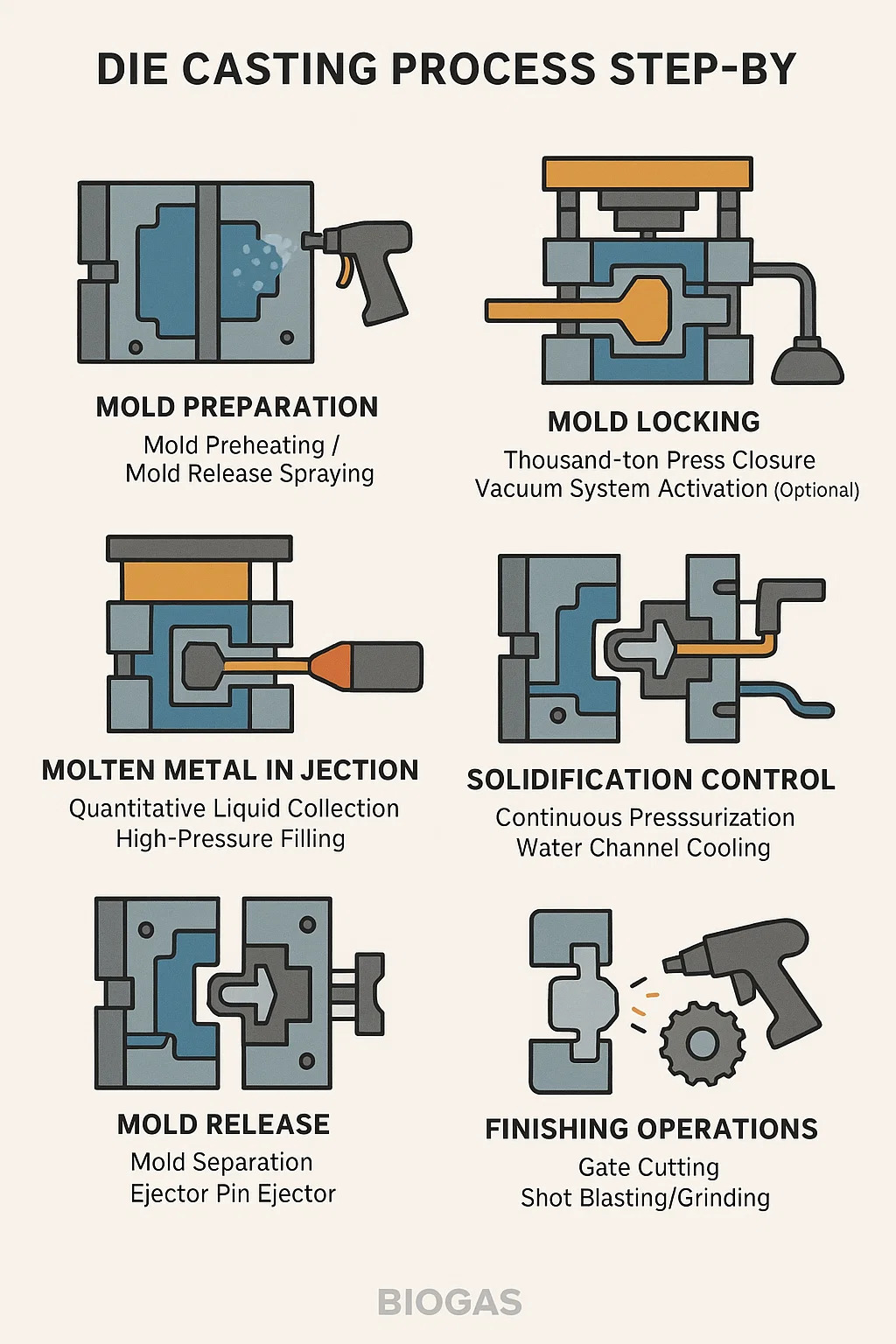
1. Preparazione dello stampo (fase principale)
Preriscaldamento dello stampo: riscaldare lo stampo in acciaio a 150-200°C per evitare schizzi di alluminio fuso o chiusura a freddo.
Spruzzatura per il distacco dello stampo: utilizzare una pistola a spruzzo d'aria per spruzzare uniformemente la cavità (emulsione a base d'acqua) per proteggere lo stampo e favorire la sformatura.
2. Blocco dello stampo (sicurezza critica)
Chiusura della pressa da migliaia di tonnellate: gli stampi superiore e inferiore sono bloccati idraulicamente per resistere all'elevata pressione di iniezione (forza di chiusura > 500 tonnellate).
Attivazione del sistema del vuoto (opzionale): evacuare l'aria dalla cavità dello stampo per ridurre la porosità dell'aria.
3. Iniezione di metallo fuso (iniezione ad alta velocità)
Raccolta quantitativa dei liquidi: l'alluminio fuso (circa 660°C) viene automaticamente alimentato con una siviera dal forno nella camera di iniezione.
Riempimento ad alta pressione: uno stantuffo inietta l'alluminio fuso nella cavità dello stampo alla velocità di una palla di cannone (30-100 m/s), riempiendo la cavità entro 0,01-0,3 secondi.
4. Controllo della solidificazione
Pressurizzazione continua: lo stantuffo mantiene un'alta pressione per 10-30 secondi per compensare il ritiro dell'alluminio fuso durante la solidificazione.
Raffreddamento tramite canale d'acqua: l'acqua fredda circola all'interno dello stampo per rimuovere il calore, consentendo alla parte di solidificarsi rapidamente.
5. Rilascio dello stampo
Separazione dello stampo: la pressa viene rilasciata e gli stampi superiore e inferiore si aprono.
Espulsore perno di espulsione: un perno di espulsione incorporato espelle la parte, rimuovendo gli scarti del canale (circa il 30% del materiale).
6. Operazioni di finitura
Taglio del cancello: la cesoia idraulica rimuove il sistema di accesso e la vasca di troppopieno.
Granigliatura/molatura: rimuove le bave e le bave della linea di giunzione.
Trattamento termico (componenti chiave): l'indurimento T6 aumenta la durezza.