Come Casting da morire in alluminio è fatto
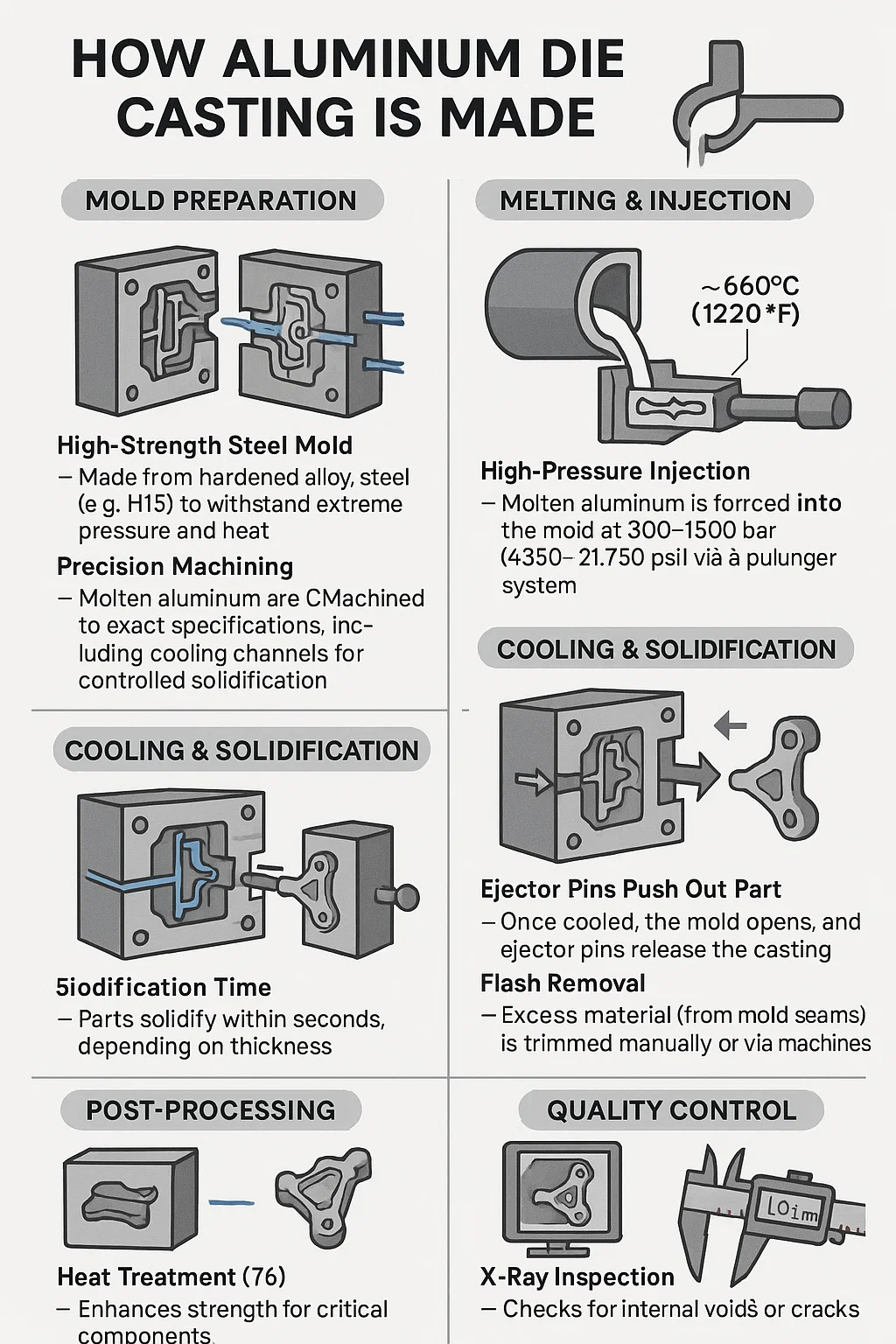
1. Preparazione dello stampo
Stampo in acciaio ad alta resistenza-realizzato in acciaio in lega indurito (ad esempio H13) per resistere alla pressione estrema e al calore.
MACCHINAZIONE DI PRECISIONE-Le cavità della muffa sono abbinate al CNC a specifiche esatte, compresi i canali di raffreddamento per la solidificazione controllata.
2. fusione e iniezione
Missione in lega di alluminio - Leghe speciali (come A380 o ADC12) vengono fuse a ~ 660 ° C (1220 ° F) in un forno.
Iniezione ad alta pressione-L'alluminio fuso è forzato nello stampo a 300–1500 bar (4350–21.750 psi) tramite un sistema stantuffo.
3. Raffreddamento e solidificazione
Raffreddamento rapido: i canali dell'acqua dello stampo assicurano un raffreddamento uniforme, prevenendo la deformazione.
Tempo di solidificazione: le parti si solidificano in pochi secondi, a seconda dello spessore.
4. Espulsione e rifilatura
I perni di espulsione spingono fuori parte: una volta raffreddati, lo stampo si apre e i pin di espulsione rilasciano la casting.
Rimozione del flash - Il materiale in eccesso (dalle cuciture dello stampo) viene tagliato manualmente o tramite macchine.
5. post-elaborazione
Trattamento termico (T6) - migliora la resistenza per i componenti critici.
Finitura superficiale - sabbiatura, lucidatura o anodizzazione per la resistenza alla corrosione.
6. Controllo di qualità
Ispezione a raggi X: controlla vuoti o crepe interne.
Test dimensionali: garantisce che le parti soddisfino tolleranze strette (± 0,1 mm).
Sfide e correzioni chiave
| Problema | Causa | Soluzione |
| Porosità | Aria/gas intrappolato | Casting assistito dal vuoto |
| Deformazione | Raffreddamento irregolare | Canali di raffreddamento a stampo ottimizzati |
| Attaccare | Legami in alluminio a muffa | Rivestimenti di stampo avanzati (ad es. Tin) |