


Nel regno armonioso della metallurgia, la fusione a bassa pressione emerge come una coreografia lucida, svelando un metodo intricato per scolpire gli additivi unici e splendidi. Questa sofisticata tecnica di casting si sporge attraverso l'utilità abile di uno stress a basso contenuto controllato, guidando l'acciaio fuso in stampi meticolosamente realizzati. È garantito l'inizio di un componente ornato con una finitura superficiale perfetta, dettagli intricati e un'eccezionale integrità strutturale.
Alla sua essenza, il casting da dado a bassa pressione impiega un uso intenzionale di una fornace pressurizzata, che ha leggermente inaugurato il metallico fuso negli stampi dal basso. Questo meticoloso modo di riempimento riduce al minimo la turbolenza, migliorando la densità del prodotto finale. Il risultato è una fusione ininterrotta di intricati layout e robusta capacità, organizzando il casting a bassa pressione come preferenza desiderata per gli additivi in numerosi settori, dalle esigenze di precisione dell'ingegneria automobilistica ai paesaggi architettonici dell'innovazione.
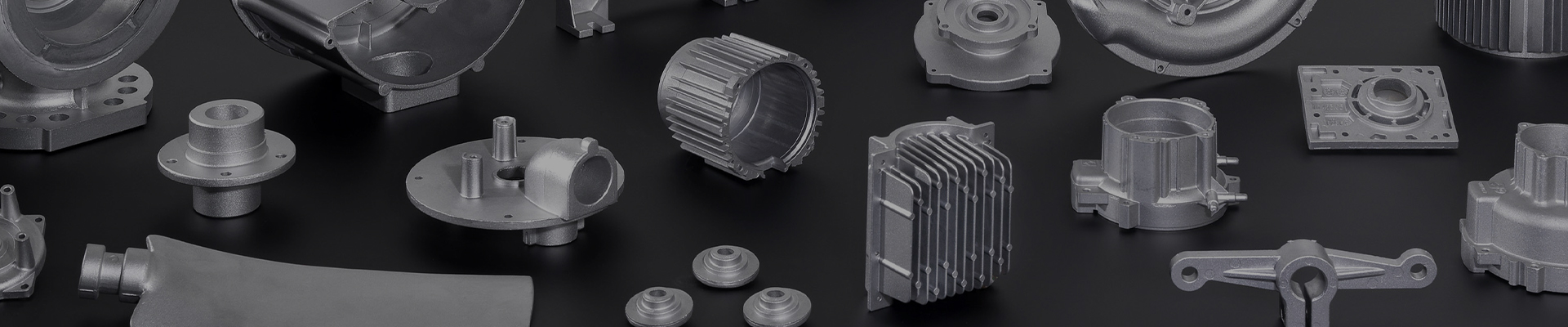
Acclamato per la sua capacità di modellare componenti grandi e complicati con porosità minima, a bassa pressione è una testimonianza dell'evoluzione della produzione di precisione. Il suo metodo lieve ma efficace per modellare le forme complicate lo rende una tecnica essenziale, i componenti della creazione che influenzano insieme l'estetica con energia strutturale all'interno della complicata sinfonia dell'arte metallurgica.
Prodotti correlati










Notizia
-
La risposta breve: come funziona la pressofusione Pressofusione è un processo di formatura del metallo in cui il metallo fuso viene iniettato ad alta pressione in uno stampo di acciaio temprato, chiamato stampo, e mantenuto lì ...
PER SAPERNE DI PIÙ -
L'alluminio 6061 può essere pressofuso? La risposta diretta Tecnicamente sì, ma nella produzione pratica, L'alluminio 6061 non viene quasi mai utilizzato nella pressofusione e la maggior parte degli impianti di pressofusione lo sconsig...
PER SAPERNE DI PIÙ -
Quanto tempo fa Pressofusione Prendere? La risposta diretta Un singolo ciclo di pressofusione in genere richiede ovunque Da 2 secondi a 3 minuti , a seconda delle dimensioni del pezzo, del tipo di lega, dello spessore d...
PER SAPERNE DI PIÙ -
Il vantaggio principale della pressofusione è la sua capacità di produrre grandi volumi di parti metalliche complesse e dimensionalmente precise ad alta velocità con una post-elaborazione minima. In un unico ciclo di produzione, la pressofusione offre tolleranze strett...
PER SAPERNE DI PIÙ -
Risposta diretta: la pressofusione è resistente? sì, pressofusione produce parti eccezionalmente resistenti che spesso superano la resistenza dello stampaggio a iniezione di plastica e competono con l'integrità strutturale di alcuni compone...
PER SAPERNE DI PIÙ -
Risposta diretta: il pressofuso è sano e sicuro? In generale, prodotti realizzati pressofusione sono considerati sani e sicuri per l'uso quotidiano, a condizione che soddisfino gli standard di sicurezza internazionali e ...
PER SAPERNE DI PIÙ -
Il ruolo degli stampi permanenti nella pressofusione sì, pressofusione utilizza rigorosamente stampi permanenti , che sono tipicamente realizzati in acciaio resistente al calore ad alta resistenza. A differenza della...
PER SAPERNE DI PIÙ -
Per quanto riguarda la questione se sia più economica la pressofusione o la lavorazione CNC, la risposta dipende in realtà da quante parti si prevede di produrre. È come stampare volantini: se te ne serve uno solo, la scrittura a mano è la più econom...
PER SAPERNE DI PIÙ -
Molte persone potrebbero trovare il termine " pressofuso " un po' strano quando lo senti per la prima volta: "die" non significa "morte" in inglese? Nella produzione industriale, infatti, questa parola ha un significato completamente ...
PER SAPERNE DI PIÙ -
Le parti pressofuse sono praticamente ovunque nella nostra vita. Basta guardarsi intorno e scoprirai che molti degli oggetti metallici belli al tatto, dalla forma complessa e robusti sono realizzati utilizzando questo processo. ...
PER SAPERNE DI PIÙ
Casting da dado a bassa pressione Conoscenza del settore
I getti di cuscinetti a bassa pressione sono ad alta purezza?
La purezza dei getti prodotti dal cestino a bassa pressione è relativamente alta. Ciò è dovuto principalmente al metodo di riempimento e al principio di funzionamento del fusione per stampo a bassa pressione.
Nel Casting da dado a bassa pressione Processo, il metallo fuso viene costantemente riempito nello stampo dal fondo alla parte superiore attraverso un tubo in aumento sotto l'azione della pressione del gas. A causa del fatto che le scorie generalmente galleggiano sulla superficie del metallo fuso, la fusione a bassa pressione viene riempita con metallo fuso dalla parte inferiore del crogiolo attraverso un montante, che evita efficacemente la possibilità di entrare nella cavità dello stampo e migliora la purezza del casting.
Inoltre, il riempimento del liquido metallico durante la fusione della matrice a bassa pressione è liscio, riducendo il fenomeno di rotolamento, impatto e schizzi del liquido metallico durante il ripieno, che riduce anche la formazione di scorie di ossido e migliora ulteriormente la purezza del fusione.
La nostra azienda ha strutture di produzione tecnologicamente avanzate e un team tecnico in grado di soddisfare varie esigenze di produzione di macchinari. Che si tratti di lavorazione dei componenti, assemblaggio di attrezzature o di produzione di un'intera macchina, siamo in grado di fornire soluzioni efficienti e precise.
I getti di fusione a bassa pressione hanno proprietà meccaniche elevate?
Le proprietà meccaniche dei getti di fusione di fuste di f (a bassa pressione sono generalmente più elevate. Ciò è dovuto principalmente a diversi fattori chiave nel processo di fusione a bassa pressione:
Solidificazione sotto pressione: i getti sono sottoposti a cristallizzazione e solidificazione sotto pressione, che possono comportare un restringimento sufficiente. Il processo di solidificazione sotto questa pressione rende la struttura del fusione più denser, riduce difetti come porosità e restringimento e migliora quindi le proprietà meccaniche della fusione. Ad esempio, dopo un appropriato trattamento termico, gli indicatori di prestazioni meccanici come la resistenza alla trazione, l'allungamento e la durezza dei getti a bassa pressione possono raggiungere un livello elevato.
Processo di riempimento liscio: la fusione a bassa pressione adotta un metodo di riempimento dal basso verso l'alto, in cui il metallo liquido riempie agevolmente la cavità dello stampo sotto pressione, riducendo il lavaggio del metallo liquido sulla parete della cavità dello stampo e il coinvolgimento del gas, che aiuta a ottenere getti con superfici lisce e contorni chiari. Allo stesso tempo, un processo di riempimento regolare riduce anche le inclusioni e i difetti all'interno della fusione, migliorando ulteriormente le proprietà meccaniche della fusione.
Controllo dei parametri di processo flessibile: i parametri di processo della fusione a bassa pressione, come la temperatura di versamento, la velocità di versamento e il tempo di mantenimento, possono essere controllati manualmente, rendendo il processo di fusione più preciso e controllabile. Ottimizzando questi parametri di processo, le proprietà meccaniche e la qualità della superficie delle getti possono essere ulteriormente migliorate.
Ampia applicabilità: la fusione a bassa pressione è adatta per una varietà di materiali, tra cui leghe non ferrose come leghe di alluminio e leghe di magnesio, nonché alcuni metalli neri. Questi materiali possono utilizzare pienamente i loro vantaggi delle prestazioni nel processo di fusione a bassa pressione per ottenere getti di alta qualità.
Va notato che sebbene il casting a bassa pressione abbia significativi vantaggi nel migliorare le proprietà meccaniche dei getti, il livello specifico delle proprietà meccaniche delle getti è ancora influenzato da vari fattori, come proprietà dei materiali, struttura di progettazione, parametri di processo, condizioni delle attrezzature e capacità operative. Pertanto, nella produzione effettiva, è necessario considerare in modo completo questi fattori e adottare misure corrispondenti per garantire la stabilità e l'affidabilità delle proprietà meccaniche delle getti.
Indirizzo Dalun Stampo Venture Park, Beilun, Ningbo, Zhejiang, Cina
Tel +86 13586867000
E-mail cindy@youyuandiecasting.com
2021 © Tutti i diritti riservati da Ningbo Beilun Youyuan Machinery Manufacturing Co., Ltd.
